

Процесс шлифовки центрального отверстия и плоской поверхности форсунки (часть 1)
Время выхода:
2025-01-04
01 Введение
02 Рыночная стоимость топливной системы внутреннего сгорания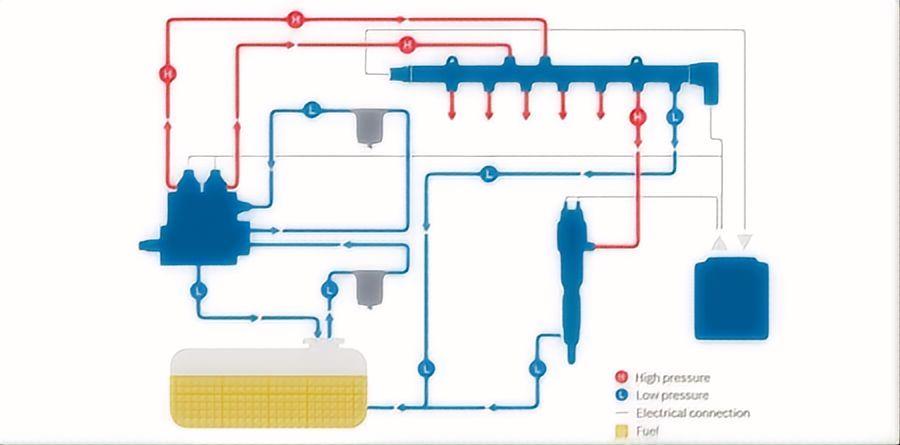
03 Технология и оборудование для форсунок
04 Примеры инструментов для шлифовки центральной поверхности
4.1 Выбор инструментов
4.2 Технологические меры и сопутствующие продукты
4.3 Технологические эффекты
05 Заключение
Ключевые слова: автомобили, двигатели, системы впрыска, шлифовальные технологии
01 Введение
Внутренний двигатель является основным способом механической энергии в мире и ключевым фактором эффективности человеческого общества; это направление, которое всегда исследует компания Arrowstone.
02 Рыночная стоимость топливной системы внутреннего сгорания
В 2023 году объем производства внутренних двигателей в нашей стране составил 44,736 миллиона единиц, что на 2,85% больше по сравнению с прошлым годом;
В 2023 году объем продаж дизельных двигателей составил 5,1165 миллиона единиц, что на 19,36% больше по сравнению с прошлым годом;
В 2023 году объем продаж бензиновых двигателей составил 39,5847 миллиона единиц, что на 1,88% больше по сравнению с прошлым годом.
Если мы будем рассчитывать количество топливных форсунок, исходя из того, что каждый внутренний двигатель имеет 4 цилиндра, а каждый цилиндр имеет 1 форсунку, то расчет годового производства форсунок в Китае будет примерно следующим:
1) Новый рынок двигателей ≈ 45 миллионов единиц x 4 форсунки/единица = 180 миллионов форсунок;
2) Внутренний вторичный рынок ≈ 336 миллионов единиц x 4 форсунки/единица x коэффициент замены 5% = 67 миллионов форсунок;
3) Зарубежный вторичный рынок ≈ 1 миллиард единиц x 4 форсунки/единица x коэффициент замены 5% x уровень проникновения 40% = 80 миллионов форсунок;
Общее количество форсунок ≈ 180 + 67 + 80 = 327 миллионов форсунок; это очень большой рынок, годовое потребление измеряется миллиардами, уступая только мобильным телефонам среди личных потребительских товаров (в 2023 году объем продаж мобильных телефонов в мире составил около 1,17 миллиарда единиц), поэтому углубленное исследование крайне необходимо.
03 Технология и оборудование для форсунок
В восьми подсистемах внутреннего двигателя (Engine) топливная система (Fuel System) является основной подсистемой, в которой игольчатый клапан (delivery valve), поршень (plunger and barrel) и выходной клапан (delivery valve) являются тремя основными компонентами (mate parts) топливной системы, требующими высокой точности обработки и имеющими значительные трудности в шлифовке; особенно игольчатый клапан (delivery valve assembly) как основной компонент системы впрыска топлива, его точность и гладкость напрямую определяют эффективность впрыска топлива и эффективность сгорания двигателя.
В таблице ниже представлены основные технологические этапы (Phase) и типичные конфигурации оборудования для игольчатых клапанов типичных китайских производителей, где ключевые технологии, выделенные красным, являются темой нашего обсуждения сегодня.
Номер
|
Этапы обработки игольчатого клапана
|
Определение процессов (processes) и этапов (Phase)
|
Оборудование
|
Бренд
|
1
|
Сверление заготовки
|
Выполнение грубой обработки заготовки игольчатого клапана, одноразовая установка на четырехосевом сверлильном станке, формирование центрального отверстия форсунки за один раз
|
Четырехосевой сверлильный станок
|
TBT из Германии
|
2
|
Позиция отверстия
|
Обработка всех отверстий игольчатого клапана
|
Вертикальный обрабатывающий центр
|
SW из Германии
|
3
|
Электрохимический электроосаждающий резервуар
|
Обеспечение размеров резервуара, одновременно гарантируя отсутствие заусенцев
|
Электрохимическое электроосаждение (ECM)
|
(Эмарк) из Германии
|
4
|
Обработка распылительных отверстий
|
Процесс микросверления с электрической искрой, точность потока достигает ±1%
|
Станок для микросверления с электрической искрой
|
瑞+GF+
|
5
|
Экструзионная шлифовка
|
Онлайн-контроль потока игольчатого клапана, достижение стандартов потока, контроль отклонения в пределах ±1%.
|
Оборудование для экструзионной шлифовки (AFM)
|
(Ийцюйхун) из США
|
6
|
Контроль потока
|
Каждый клапан проходит 100% проверку на согласованность потока.
|
Оборудование для контроля потока
|
Пекинский машиностроительный институт
|
7
|
Системный контроль потока
|
После установки с оригинальной форсункой тестируются технические параметры в различных режимах.
|
Испытательный стенд для форсунок с общей рамой
|
Италия
|
8
|
Центральное отверстие, поверхность сидения, большая торцевая поверхность
|
ЧПУ шлифовальный станок высокой точности для центрального отверстия и поверхности сидения игольчатого клапана.
|
Шлифовальный станок для центрального отверстия
|
瑞UVA и др.
|
04 Примеры инструментов для шлифовки центральной поверхности
В процессе производства форсунок шлифовка является ключевым этапом для обеспечения точности и гладкости форсунок. Выбор подходящих шлифовальных кругов, параметров шлифовки и охлаждающей жидкости, в сочетании с точным шлифовальным оборудованием и приспособлениями, позволяет достичь высокой точности шлифовки форсунок.
Например, использование CBN шлифовальных кругов для прецизионной шлифовки форсунок может гарантировать точность ключевых размеров, таких как диаметр, форма и конусность отверстий, а также повысить гладкость поверхности и износостойкость форсунок. Эта шлифовальная схема не только улучшает производительность и надежность форсунок, но и эффективно снижает затраты на производство и обслуживание.
Анализ случаев (Case Analyze) два примера
Пример (Case) 1
Станок: UVA
Спецификация шлифовального круга: центральное отверстие 1A1W 4×6×2×16.5×M2 CBN
座面:1A1W–Z/60°3.3×11.5×1.5×21.6×M2 CBN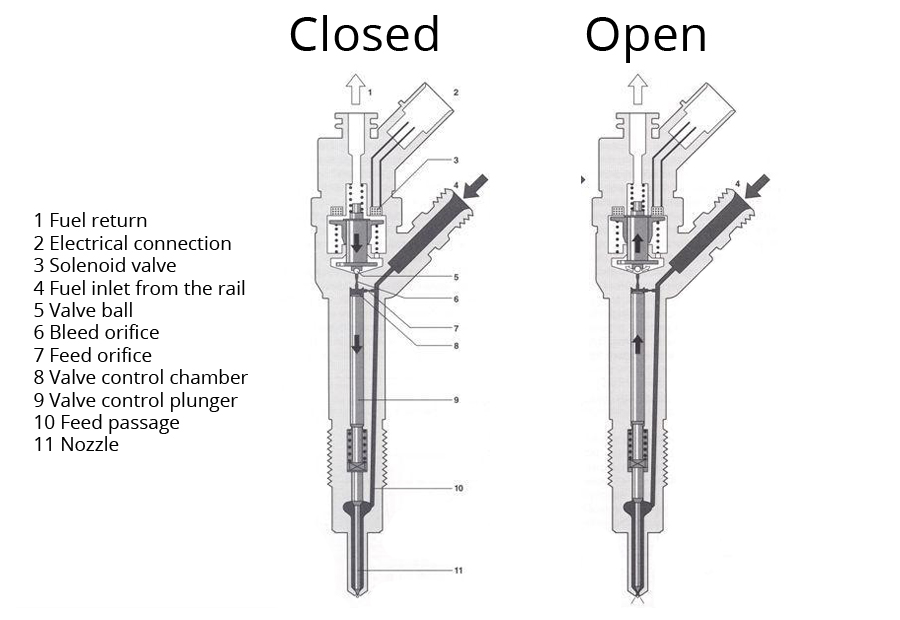
Скорость вращения абразивного круга:
Центральное отверстие: 90000 об/мин
座面:60000 об/мин
Запас на шлифовку:
Центральное отверстие: Ф0.1мм
座面:Ф0.1мм
Способ правки: алмазный спеченный ролик
Период правки:
座面:10 штук/правка
Центральное отверстие: 12 штук/правка
Материал детали: 18CrNi8, HRC≥55
Отчет о сравнительном тестировании (contrast test report) таблица 1
Бренд
|
Тип
|
Круглость (μm)
|
Шероховатость (Ra)
|
Точность обработки и другое
|
Стрела
|
座面
|
0.64~0.84
|
0.101~0.126
|
Угол, размеры, круглость соответствуют требованиям, долговечность и срок службы сопоставимы с импортными абразивными кругами
|
|
Центральное отверстие
|
0.36~0.42
|
0.072~0.096
|
Размеры, конусность соответствуют требованиям, долговечность и срок службы сопоставимы с импортными абразивными кругами
|
Meister
|
座面
|
0.85~0.89
|
0.127~0.187
|
\
|
|
Центральное отверстие
|
0.35~0.47
|
0.075~0.097
|
\
|
案例(Case)2
Станок: BAHMÜLLER ULTRA
Спецификация абразивного круга:
Центральное отверстие: 1A1W 4×6×2×14.5×M2 CBN
座面:1A1W–Z/60°3.3×9×1.5×23.5×M2 CBN
Скорость вращения абразивного круга:
Центральное отверстие: 95000 об/мин
座面:85000 об/мин
Запас на шлифовку:
Центральное отверстие: Ф0.02~0.03мм
座面:Ф0.1~0.15мм
Способ правки: алмазный спеченный ролик
Период правки:
Центральное отверстие: 10 штук/правка
座面:8 штук/правка
Материал детали: 38CrMoAlA, твердость HRC≥55
Отчет о сравнительном тестировании (contrast test report) таблица 2
Бренд
|
Тип
|
Круглость (μm)
|
Прямолинейность (μm)
|
Конусность (μm)
|
Шероховатость
|
Стрела |
座面
|
0.38
|
\
|
\
|
Ra0.06/Rz0.55
|
|
Центральное отверстие
|
0.26
|
0.3~0.8
|
0.4~1.0
|
Ra0.08/Rz0.66
|
A-Schmeier
|
座面
|
0.36
|
\
|
\
|
Ra0.06/Rz0.55
|
|
Центральное отверстие
|
0.45
|
0.4~0.8
|
0.6~1.2
|
Ra0.12/Rz1.32
|
С помощью тщательного выбора шлифовальных технологий и параметров можно достичь высокой точности, высокого качества и высокой эффективности обработки. Например, в аэрокосмической отрасли требования к шлифовке лопаток двигателя очень высоки, и использование аналогичных шлифовальных технологий может значительно улучшить характеристики и срок службы лопаток. Кроме того, в производстве медицинских инструментов шлифовальная технология также широко применяется в обработке хирургических инструментов, обеспечивая остроту и долговечность их лезвий.
Эти успешные примеры дополнительно подтверждают важную роль шлифовальной технологии в повышении качества продукции и снижении производственных затрат. Постоянно оптимизируя шлифовальные процессы и оборудование, производственная отрасль сможет лучше удовлетворять все более строгие требования рынка, способствуя технологическому прогрессу и модернизации отрасли.
Связанные случаи
Новый Даан

Нанкинская стрелка, каменная промышленность и торговля Лтд
Телефон:+ 86 025 84958290
Адрес: № 105, корпус 8, район 8, рынок Лингсин, район Цзяннин, Нанкин
Дружеские ссылки:Стрелка через камень Али магазин Механическая обработка Доктор