

Обработка отверстий в компонентах системы впрыска из вольфрамового карбида
Время выхода:
2024-09-21
Обработка отверстий из вольфрамовой стали для компонентов системы впрыска
1. Требования к обработке
Компоненты системы впрыска этого двигателя были проверены клиентом с использованием электроэрозионной обработки, и качество поверхности отверстий не соответствует ожиданиям. Клиент хочет достичь качества поверхности, как при обработке на ЧПУ.
Исходный материал: прутковый материал: GU20UF/ZK30UF и др., Co10, HRC 91.4~92.3;
Проверяемые параметры:Проходные отверстия диаметром φ0.48 и φ0.8 мм, проверка эффективности сверления и качества отверстий;


Заготовка Готовая продукция
2. Результаты обработки
(1). Эффект поверхности обработанных отверстий
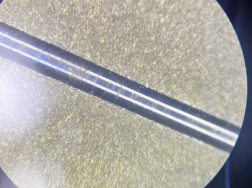
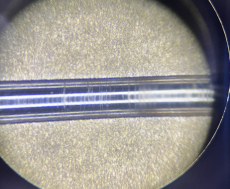
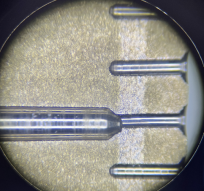
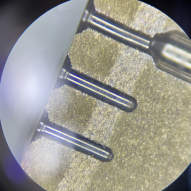
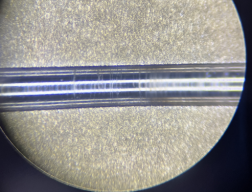
Наблюдение с помощью микроскопа Цейсс 50x
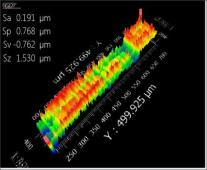
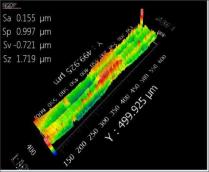
(2) Шероховатость поверхности обработанных отверстий
Измерительное оборудование: интерферометр белого света (Zygo NewView 8300)
| Место отбора проб | Sa/μm | Sz/μm | Sp/μm | Sv/μm | Изображение | |
| Малое отверстие | 1 | 0.155 | 1.719 | 0.997 | -0.721 | 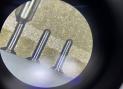 |
| 2 | 0.191 | 1.530 | 0.768 | -0.762 | ||
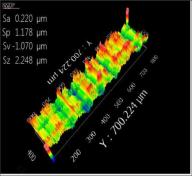
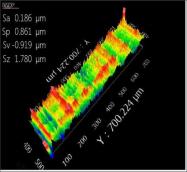
| Большое отверстие | 1 | 0.186 | 1.780 | 0.861 | -0.919 | 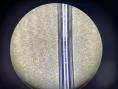 |
| 2 | 0.220 | 2.248 | 1.178 | -1.070 | ||


(3). Эффективность сверления
Обработка компонентов системы впрыска, шероховатость поверхности Sa 0.15~0.22μm, время сверления для отверстия φ0.48mm глубиной 1.9mm составило 4мин26с, для отверстия φ0.8mm глубиной 6.95mm - 16мин.
| № | Сверление | Время | Примечания |
| 1 | Φ0.48 | 4min26s | Закупленное оборудование может снова предоставить инструменты для оптимизации эффективности |
| 2 | Φ0.8 | 16min |
Связанные случаи
Новый Даан

Нанкинская стрелка, каменная промышленность и торговля Лтд
Телефон:+ 86 025 84958290
Адрес: № 105, корпус 8, район 8, рынок Лингсин, район Цзяннин, Нанкин
Дружеские ссылки:Стрелка через камень Али магазин Механическая обработка Доктор