

Анализ зажимов токарных резцов: ключ к повышению точности обработки внутренних отверстий
Время выхода:
2024-09-20
Анализ зажимов для расточных инструментов: ключ к повышению точности обработки внутренних отверстий
Зажимы для небольших инструментов с поворотными вставками используются в резьбовых инструментах уже много лет. В современных производственных условиях зажимы для небольших инструментов занимают свое место в расточных, токарных, фрезерных и сверлильных инструментах. Причин популярности зажимов для небольших инструментов в цехах много:
- Когда требуется более точное положение вставки, зажимы для небольших инструментов позволяют регулировать инструмент. В качестве независимого компонента зажим для небольших инструментов может точно перемещаться независимо от других режущих элементов инструмента, чтобы компенсировать несовершенства в процессе производства.
- Картридж может защитить дорогостоящую основную часть инструмента. Столкновения являются распространенной причиной неисправностей в процессе резания. Даже в современных системах CAD/CAM, улучшивших верификацию, и с использованием систем мониторинга инструмента вероятность столкновения между режущей частью инструмента и заготовкой все еще высока. Позиционирование картриджа может предотвратить все "злоупотребления" и защитить основную часть инструмента от серьезных повреждений.
- Зажимы для небольших инструментов используют стандартные компоненты, производимые несколькими поставщиками на открытом рынке, что снижает стоимость форм.
- Зажимы для небольших инструментов изготовлены из качественной легированной стали, прошедшей соответствующую термообработку, что делает материал инструмента более мягким и легким, тем самым повышая качество инструмента.
- Зажимы для небольших инструментов позволяют пользователям создавать несколько позиций на одном инструменте, чтобы комбинировать множество различных операций в одном пути. Эта способность играет важную роль в повышении коэффициента удаления материала, особенно в массовом производстве.
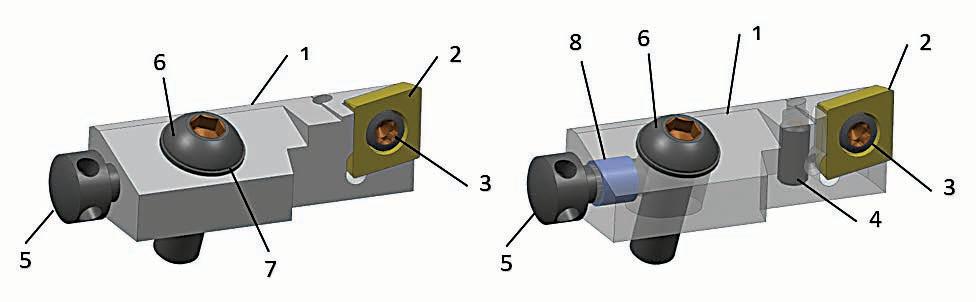 Рисунок 1:Типичный дизайн зажима для небольших инструментов, показанный в соответствии со стандартом ISO 5611
Рисунок 1:Типичный дизайн зажима для небольших инструментов, показанный в соответствии со стандартом ISO 5611
Типичный дизайн картриджа ISO 5611 (см. рисунок 1) включает:
1. Твердое тело из легированной стали, подвергнутой термообработке; 2. Режущие вставки из твердых сплавов, керамики или сверхтвердых режущих материалов, таких как PCD или CBN; 3. Винты для удержания вставок; 4. Винты без головки; 5. Винты для осевой регулировки; 6. Винты для зажима картриджа; 7. Уплотнительные кольца; 8. Опциональные элементы для удержания резьбы или спиральные пружины.
Стандарт сам по себе не определяет дизайн картриджа, а только основные размеры. Однако со временем разные производители объединились для создания основного дизайна, поэтому сегодня все картриджи выглядят одинаково.
За последние тридцать лет производители значительно улучшили дизайн и производительность станков. Шпиндели стали быстрее и более жесткими. Точность возросла. Системы связи и сбора данных повысили эффективность и производительность машин. Также достигнуто множество аналогичных прорывов в разработке новых твердых сплавов и сверхтвердых режущих материалов. Но дизайн режущих инструментов — особенно инструментов с использованием зажимов ISO — отстает от этого прогресса в других областях отрасли.
Основной стандарт типов и размеров зажимов для небольших инструментов ISO 5611 (зажимы для небольших инструментов, тип A, индексируемые вставки — размеры) был значительно обновлен в 2015 году и теперь состоит из 12 подстандартов, от ISO 5611-1:2015 до ISO 5611-12:2015. Происходит от немецкого стандарта DIN 4985.
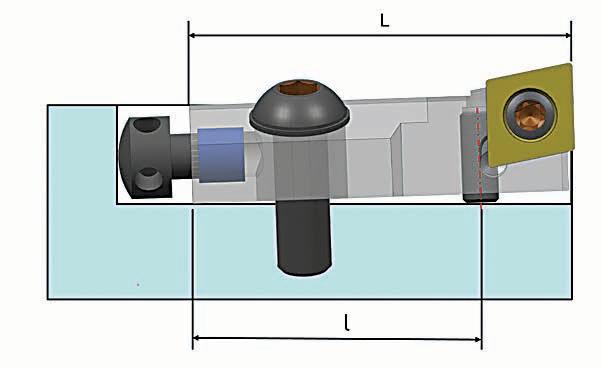
Рисунок 2:Зажимы для небольших инструментов, обычно устанавливаемые в соответствии со стандартом ISO 5611
Существует несколько факторов, которые особенно устарели (см. рисунок 2) и лишают достижения станков:
- Использование стандартных розеток с большими шагами резьбы для крепежных винтов может привести к разрешающей способности регулировки ниже современных требований. Например, для картриджа 10CA (10 = расстояние до режущей кромки в миллиметрах; C — картридж; A — тип A) диаметр резьбы составляет M4, а шаг равен 0,7 мм. Это означает, что для одного оборота винта картридж будет радиально перемещаться на 0,7 мм.
- Соотношение L/l>>1 дополнительно снижает разрешающую способность регулировки.
- Из-за жесткости корпуса регулировка может быть выполнена только путем натяжения зажимного винта 6 (см. рисунок 1). На практике меньший винт 4 работает относительно большего винта 6 (см. рисунок 2).
- Из-за зазора между корпусом и основанием картриджа, под действием резательной силы, корпус не имеет прочной опоры.
Эти недостатки приводят к сложному процессу регулировки, требующему многократного повторения. Для регулировки оператор обычно применяет уменьшенный крутящий момент к зажимному винту 6 (см. рисунок 1). Затем он или она запускает регулировочный винт 4 и фиксирует зажимной винт 6 до необходимых спецификаций. В этом процессе корпус немного деформируется, и целевое положение вставки изменяется. С этого момента все зависит от опыта оператора. Некоторые операторы начинают заново, ослабляя зажимной винт, в то время как другие используют радиальные винты для тонкой настройки положения режущей кромки. Невозможно предсказать, насколько сильно радиальный регулировочный винт застрянет в резьбе зажимного винта. Размеры шестигранного или крутящего инструмента для привода винта очень малы и могут быть недостаточными для преодоления трения.
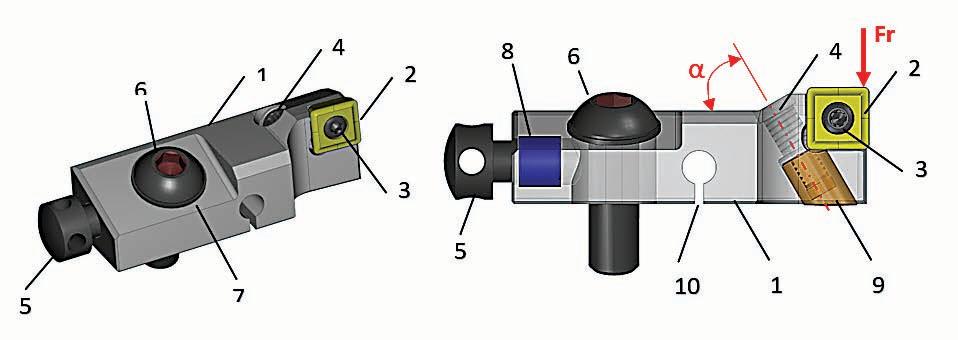 Рисунок 3:Новая концепция тонкой регулировки зажима для небольших инструментов является детализированной. (Fr — радиальная резательная сила.) На рисунке показан стрелочный камень.
Рисунок 3:Новая концепция тонкой регулировки зажима для небольших инструментов является детализированной. (Fr — радиальная резательная сила.) На рисунке показан стрелочный камень.
Чтобы решить недостатки традиционного дизайна, компания Arrow Stone разработала концепцию картриджа (см. рисунок 3), которая заново комбинирует новый картридж с передовыми технологиями в области станков.
Как показано на рисунке 3, этот новый тип кассетной ленты построен на платформе гибкого корпуса 1. Вставка 2 фиксируется винтом 3 на передней части кассетной ленты. Зажимные винты 6 с уплотнительными кольцами 7 и резьбовыми удерживающими элементами 8 аналогичны оригинальному дизайну. Изменение правил заключается в интеграции дифференциального винта 4 и толкателя 9. Резьба на дифференциальном винте выполнена из того же свинца, но с разным шагом. Например, один шаг может быть M4 мм, а другой — M4,25 мм. Это дает шаг 0,25 мм, что значительно меньше, чем в традиционном дизайне (0,7 мм).
Кроме того, радиальный регулировочный винт 4 расположен под углом a = 60 градусов для дальнейшей тонкой регулировки разрешающей способности. Фактическая разрешающая способность регулировки картриджа 10CA составляет 0,019 миллиметра (0,0007 дюйма) за один оборот регулировочного винта на 90 градусов. В практическом применении оператор может надежно регулировать положение режущей кромки с точностью до 0,001 мм (0,00004 дюйма).
Еще одним преимуществом толкателя является то, что он обеспечивает мощную опору в области, где радиальный вектор резательной силы (Fr) оказывает наибольшее влияние, и уменьшает соотношение L/l (см. рисунок 4).
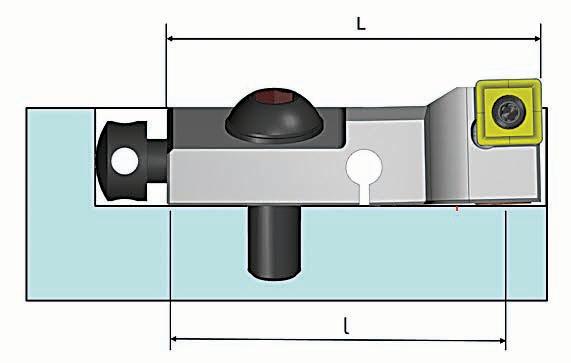 Рисунок 4:Нормальная установка улучшенного зажима для резцов.
Рисунок 4:Нормальная установка улучшенного зажима для резцов.
Типичной особенностью этого дизайна является гибкость корпуса магазина, образованная канавкой 10 (см. рисунок 3). Это требует и позволяет поддерживать постоянную преднагрузку между корпусом магазина и основным режущим инструментом. Положительным эффектом этого является дифференциальная связь с нулевым отскоком, что позволяет плавно регулировать в двух направлениях. При регулировке не требуется ослаблять винты магазина. Это значительно сокращает время обслуживания и делает инструмент более удобным.
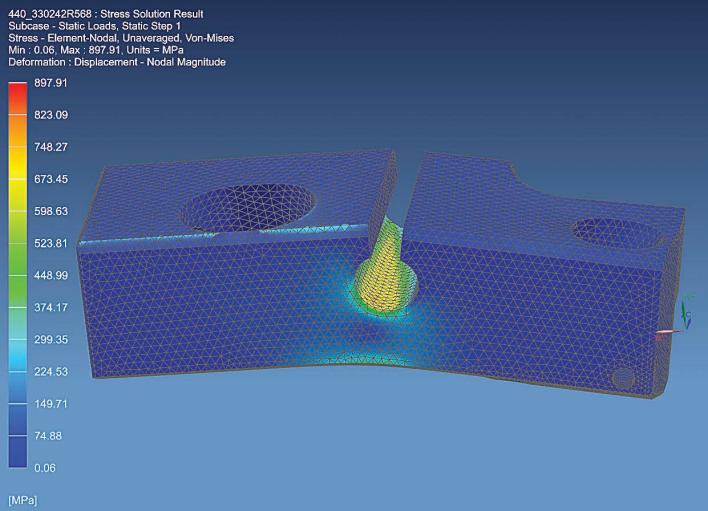
Рисунок 5:Напряжение по Вону Мизесу показано в области канавки при максимальной деформации.
При расчете номинальной преднагрузки корпуса магазина учитываются следующие факторы:
- Дополнительная максимальная деформация составляет 0,2 миллиметра (0,008"), чтобы компенсировать износ режущей кромки.
- Влияние центробежной силы на высокоскоростные применения — например, обработка алюминия с использованием PCD вставок.
- Максимальное напряжение на критическом сечении корпуса (см. рисунок 5).
На протяжении всего процесса эксплуатации, чтобы компенсировать износ размеров режущей кромки, необходимо максимально увеличить деформацию передней части магазина. Дизайн направлен на то, чтобы держать магазин в линейном диапазоне деформации, предотвращая усталостные разрушения. После индексирования изношенного магазина и регулировки до номинального размера напряжение автоматически уменьшается до номинального.
В условиях высокоскоростной обработки передняя часть корпуса использует центробежную силу согласно уравнению (1):
Fc = 0.01097 m r nrpm2 (1) 2465
Где
m=масса (кг)
r=радиус центра массы (в метрах)
nrpm=число оборотов в минуту
Типичный расточной инструмент для обработки нескольких поверхностей, как показано на рисунке 6, передняя вставка выполняет операции черновой обработки, в то время как другие вставки завершают чистовую обработку и фаску.
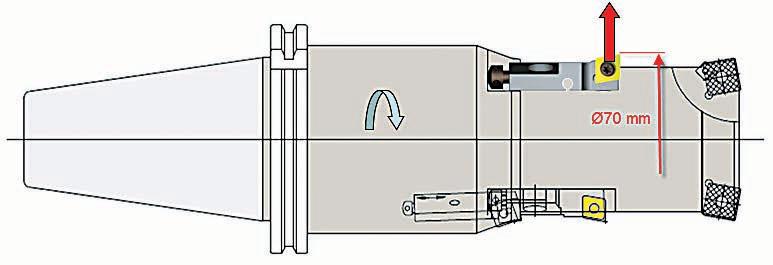 Рисунок 6: одинОбычный многофункциональный расточной станок с всесторонней внутренней системой охлаждения и с коробкой для тонкой регулировки.
Рисунок 6: одинОбычный многофункциональный расточной станок с всесторонней внутренней системой охлаждения и с коробкой для тонкой регулировки.
Скорость вращения nrpm представлена в степени 2, что подчеркивает важность учета влияния центробежной силы на номинальную преднагрузку магазина. С одной стороны, центробежная сила уменьшает преднагрузку, пытаясь "поднять" переднюю часть магазина с опоры. С другой стороны, увеличение центробежной силы увеличивает напряжение в критической части. Например, если этот инструмент вращается с nrpm = 8, зажим 000 об/мин, при 0 об/мин передняя часть имеет массу m=0,0199 кг, тогда центробежная сила достигнет 489 Н (110 фунтов).
На основе глубокого инженерного анализа компания "Arrow Stone" установила геометрические ограничения нового зажима для резцов, при этом все еще соответствуя требованиям стандарта ISO 5611. Новый дизайн полностью совместим с оригиналом и был подтвержден в полевых условиях.
Анализ применения компании "Arrow Stone" показывает, что в зажиме для резцов типа 10 CA с длиной L=50 мм, высотой F=14 мм и расстоянием до режущей кромки H=10 мм можно выполнить 75% операций чистовой обработки. Компания также определила три основных типа универсальных зажимов для резцов, которые могут удовлетворить большинство применений. Также доступны другие типы и размеры зажимов для резцов по стандарту ISO 5611.
Компания "Arrow Stone" рекомендует использовать промежуточные детали, закаленные до 60 HRC, насколько это возможно. Это значительно увеличивает срок службы инструмента, предотвращая любое пластическое деформирование в области контакта между дном канавки и толкателем 9. (см. рисунок 3.)
Еще одним преимуществом промежуточных прокладок является возможность шлифовки их толщины, чтобы адаптировать магазин к различным диаметрам расточных отверстий, а также возможность использования более легких и мягких материалов, таких как алюминий, магний и углеродное волокно, для корпуса инструмента. Промежуточные прокладки поглощают высокое давление в процессе резания и защищают режущий инструмент. Для свободного потока охлаждающей жидкости промежуточные прокладки имеют буферную зону.
Основные преимущества нового патентованного дизайна зажима для резцов с тонкой регулировкой можно резюмировать следующим образом: зажим соответствует требованиям стандарта ISO 5611, имеет высокую разрешающую способность регулировки 0,001 миллиметра; в системе регулировки отсутствует отскок; во время регулировки не требуется ослабление зажима; диапазон в 0,2 миллиметра достаточно для компенсации износа режущей кромки; поддерживающий зажим под режущей кромкой обладает высокой стабильностью.
Этот новый дизайн поднимает продукт до технического уровня современных станков, использование нового зажима в существующих операциях может удвоить срок службы инструмента и значительно улучшить опыт конечного пользователя.
Связанные случаи
Новый Даан

Нанкинская стрелка, каменная промышленность и торговля Лтд
Телефон:+ 86 025 84958290
Адрес: № 105, корпус 8, район 8, рынок Лингсин, район Цзяннин, Нанкин
Дружеские ссылки:Стрелка через камень Али магазин Механическая обработка Доктор