

Двигательный блок
Время выхода:
2022-04-18
Этот тестовый инструмент является улучшенной версией.
Цель клиента:
1. Улучшить недостаточную гладкость существующих продуктов, проблемы с заусенцами и т.д.
2. Повысить производительность.
3. Сэкономить затраты.
Результаты тестирования инструмента;
1. Гладкость продукта идеально маркирована, проблема с заусенцами на фасках решена.
2. Эффективность увеличилась примерно на 25%.
3. Производственные затраты остались на прежнем уровне.
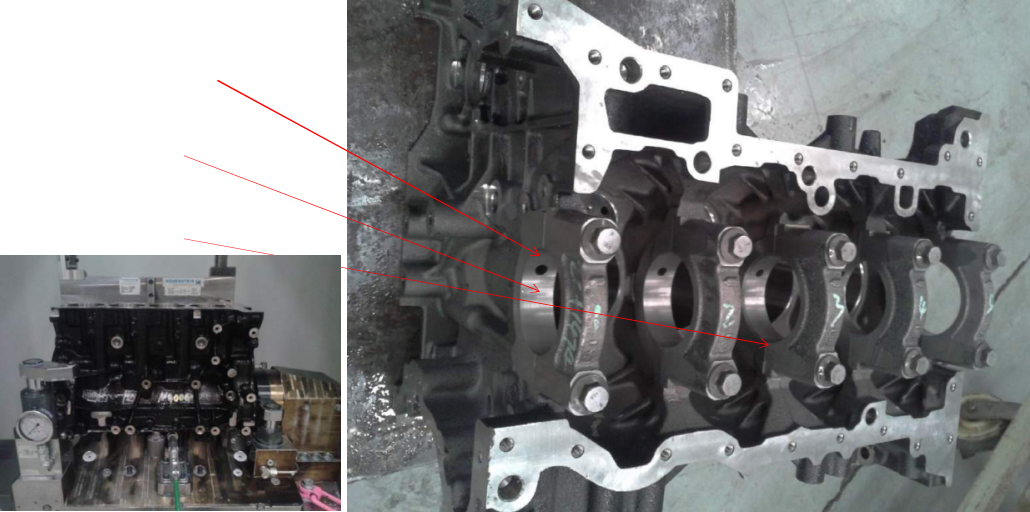
Обработка цилиндрических отверстий
Клиент: Некоторая автомобильная акционерная компания
Деталь: Цилиндр PUMA2.2/2.4
Материал: GG25
Оборудование: Starragheckert HEC500



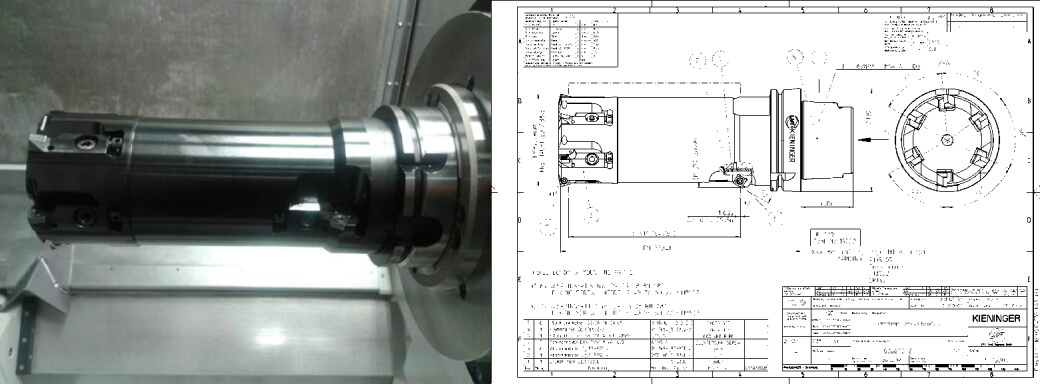

曲轴孔加工
加 工 内 容 :
曲轴孔半精加工

曲轴孔推力面精加工
Fz=0.2 F= 56mm/min

曲轴孔精加工
采用KIEINIGER的半圆型精镗刀夹相对传统精镗单元,能给镗杆带来更好的截面强度,因而增强镗杆刚性。

Связанные случаи
Новый Даан

Нанкинская стрелка, каменная промышленность и торговля Лтд
Телефон:+ 86 025 84958290
Адрес: № 105, корпус 8, район 8, рынок Лингсин, район Цзяннин, Нанкин
Дружеские ссылки:Стрелка через камень Али магазин Механическая обработка Доктор