

План обработки спирального компрессора
Время выхода:
2022-04-18
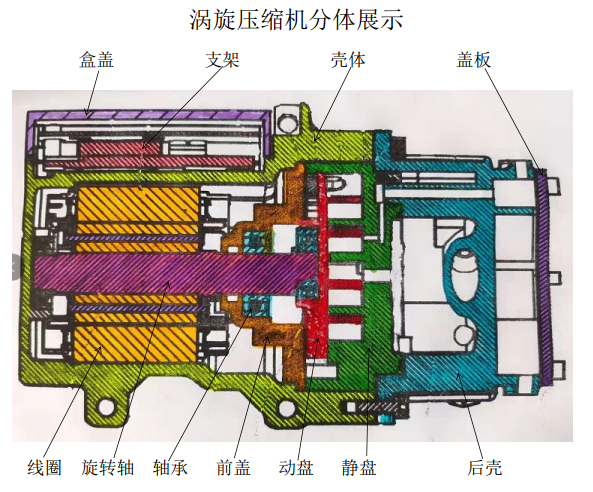
Вихревой компрессор — это новейший тип воздушного компрессора, разработанный в последние годы. По сравнению с традиционными воздушными компрессорами, он обладает рядом выдающихся технических характеристик: простая структура, компактные размеры, легкий вес, низкий уровень шума, длительный срок службы, непрерывная подача воздуха, простота в эксплуатации и низкие затраты на обслуживание. В отрасли его называют "безремонтным воздушным компрессором" и "новой революцией в области воздушных компрессоров", что делает его идеальной моделью для компрессоров мощностью до 50 л.с.
Спиральный компрессор
Спиральный компрессор — это новейший тип воздушного компрессора, разработанный в последние годы. По сравнению с традиционными воздушными компрессорами, он обладает рядом выдающихся технических характеристик, таких как простота конструкции, небольшой размер, легкий вес, низкий уровень шума, длительный срок службы, непрерывная подача воздуха, простота в эксплуатации и низкие затраты на обслуживание. В отрасли его называют "безремонтным воздушным компрессором" и "новой революцией в воздушных компрессорах", что делает его идеальной моделью для компрессоров мощностью до 50 л.с.
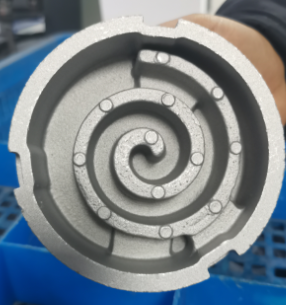
Принцип: состоит из двух взаимозубчатых спиральных дисков с двойной функцией. В процессе работы всасывания, сжатия и выброса статический диск фиксируется на раме, а подвижный диск приводится в движение эксцентриковым валом и ограничивается механизмом против вращения, вращаясь вокруг центра статического диска с очень малым радиусом. Газ всасывается через воздушный фильтр в периферийную область статического диска, и по мере вращения эксцентрикового вала газ постепенно сжимается в нескольких полукруглых камерах сжатия, образованных взаимодействием подвижного и статического дисков, а затем непрерывно выбрасывается через осевое отверстие центрального элемента статического диска.
| Классификация моделей |
|||||||||
| Название |
Соответствующий размер |
E26 |
E27 |
E28 |
E33 |
E34 |
E34 |
E35 |
E40 |
|
Подвижный диск |
Внешний диаметр |
78 |
86 |
78 |
81.8 |
84 |
82 |
78 |
81.8 |
| Высота профиля |
16~20 |
||||||||
| Отверстие для штифта |
15~16 |
||||||||
| Способ зажима |
Внешний круг |
||||||||
|
|
|||||||||
|
Статический диск |
Внешний диаметр |
100 |
107 |
100 |
Нестандартный |
123 |
108 |
100 |
Нестандартный |
| Высота профиля |
20~33 |
||||||||
| Отверстие для штифта |
3.5~4 |
||||||||
| Способ зажима |
Три точки |
Внешний круг |
Три точки |
Три точки |
Внешний круг |
Три точки |
Три точки |
Три точки |
|
| Основной процесс |
|||||||||
|
|
Оборудование для обработки |
||||||||
| План |
OP10 |
OP20 |
OP30 |
OP40 |
|||||
|
Корпус |
1 |
Горизонтальный обрабатывающий центр |
|
|
|
||||
| 2 |
Обрабатывающий центр |
Обрабатывающий центр с четырьмя осями |
|
|
|||||
| 3 |
Токарный станок |
Обрабатывающий центр |
Обрабатывающий центр с четырьмя осями |
|
|||||
|
Передняя оболочка |
1 |
Пятиосевой |
|
|
|
||||
| 2 |
Токарно-фрезерный комплекс |
Токарно-фрезерный комплекс |
|
|
|||||
| 3 |
Токарный станок |
Токарно-фрезерный комплекс |
|
|
|||||
|
Подвижный диск |
1 |
Токарный станок |
Обрабатывающий центр |
Обрабатывающий центр |
Обрабатывающий центр |
||||
| 2 |
Обрабатывающий центр |
Обрабатывающий центр |
Токарно-фрезерный комплекс |
Обрабатывающий центр |
|||||
| 3 |
Токарный станок |
Токарный станок |
Специальный обрабатывающий центр |
Обрабатывающий центр |
|||||
|
Статический диск |
1 |
Токарный станок |
Обрабатывающий центр |
Обрабатывающий центр |
Обрабатывающий центр |
||||
| 2 |
Обрабатывающий центр |
Обрабатывающий центр |
Токарно-фрезерный комплекс |
Обрабатывающий центр |
|||||
| 3 |
Токарный станок |
Токарный станок |
Специальный обрабатывающий центр |
Обрабатывающий центр |
|||||
|
Задняя оболочка |
1 |
Токарный станок |
Пятиосевой |
|
|
||||
| 2 |
Токарный станок |
Обрабатывающий центр |
Обрабатывающий центр с четырьмя осями |
|
|||||
| 3 |
Токарный станок |
Токарно-фрезерный комплекс |
Обрабатывающий центр с четырьмя осями |
|
|||||
| Кронштейн |
1 |
Обрабатывающий центр |
Обрабатывающий центр |
|
|
||||
| Крышка |
2 |
Обрабатывающий центр |
Обрабатывающий центр |
|
|
||||
| Крышка |
3 |
Обрабатывающий центр |
Обрабатывающий центр |
|
|
||||
Инструмент для корпуса двигателя OP10
1: Фрезерование плоскости и сверление, обрабатываемая часть

2: Четыре красные опоры, одновременно с проверкой герметичности
3: Четыре точки зажима, с зубчатой головкой, чтобы предотвратить деформацию продукта в процессе зажима.
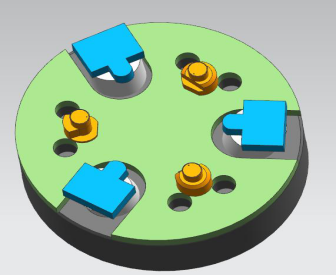
Инструмент для внутреннего отверстия корпуса двигателя OP20
1: Сверление, обрабатываемая часть

2: Четыре красные опоры, одновременно с проверкой герметичности
3: Два желтых штифта для позиционирования, также есть один круглый штифт и один рифленый штифт
4: Четыре точки зажима, с вращающимся масляным цилиндром, способ зажима вращением
5: Из-за различного расположения точек зажима на четырех продуктах, три из них имеют одну и ту же точку зажима, а одна не находится в той же точке; при обработке различных продуктов заменяются различные зажимные пластины; с зубчатой головкой, чтобы предотвратить деформацию продукта в процессе зажима.
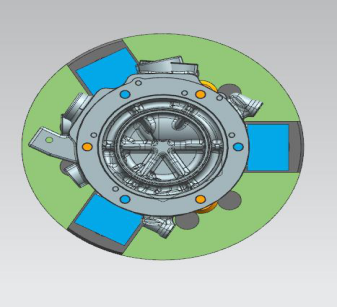
Инструмент для передней оболочки OP20
1: Обрабатываемая часть: внешняя круглая торцевая поверхность, отверстие для штифта, отверстие для двигателя, отверстие для подшипника.

2: Позиционирование: зажим внешнего круга, позиционирование по боковым углам
3: Три точки герметичной опоры, точки проверки.

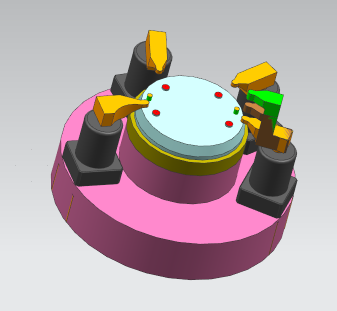
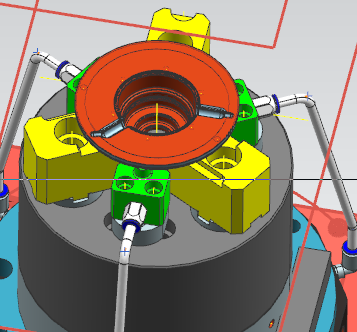
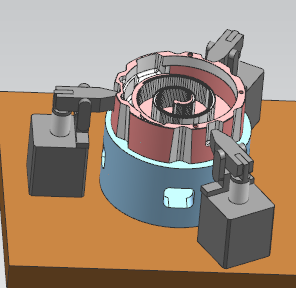
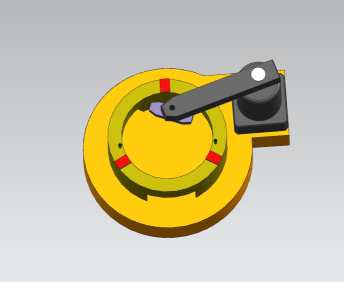
Подвижный диск OP30: обработка поверхности отверстия подшипника
Зажим внешнего круга, обработка противовращающего отверстия, отверстия подшипника, отверстия для штифта
Четырехкулачный зажим зажимает половину внешнего круга, используя верхнюю плоскость профиля как базовую плоскость, а заднюю часть профиля для позиционирования.
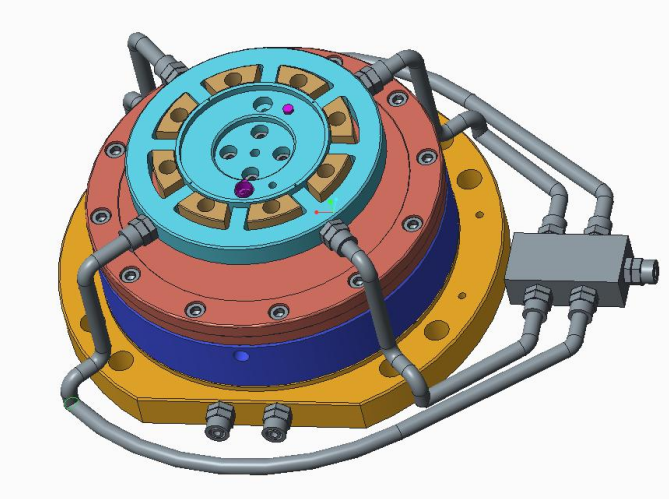
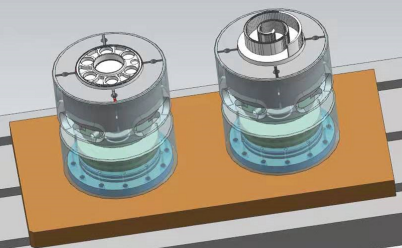
3D-изображение зажима
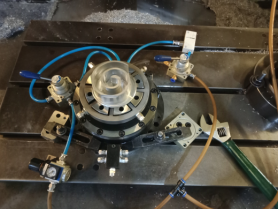
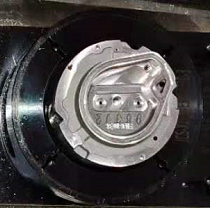
Фотография зажима



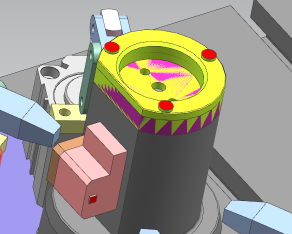
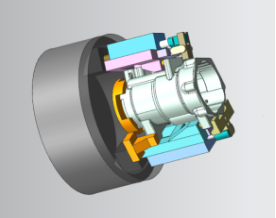
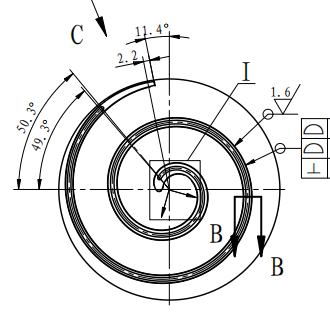
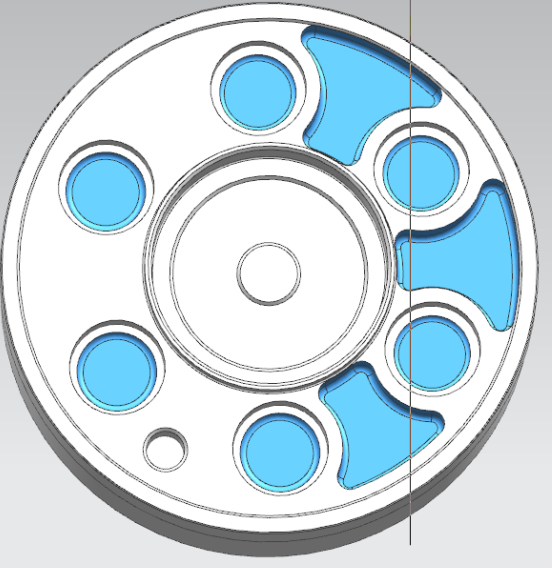
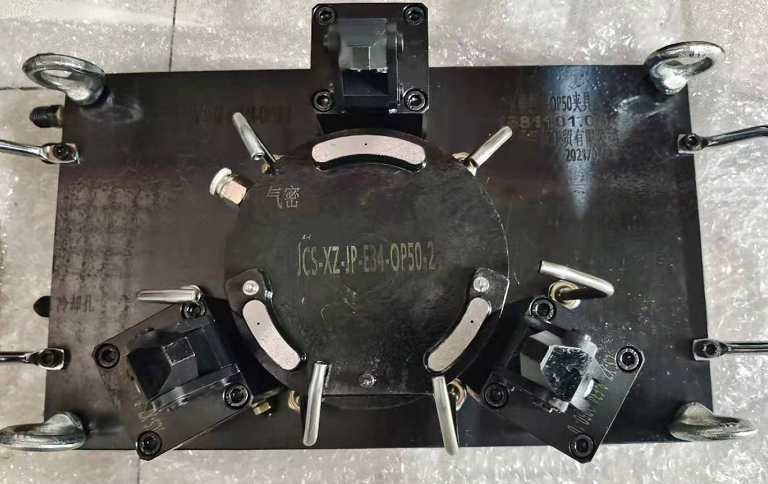
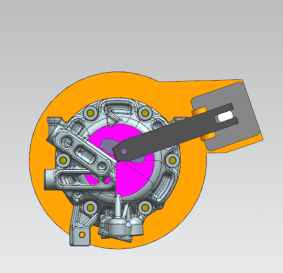
Подвижный диск OP40 - обработка профиля
Способ обработки: сначала всасывание, затем зажим, одновременно с проверкой герметичности
1: Опорная поверхность, одновременно с четырьмя отверстиями для проверки герметичности.
2: Позиционирование: позиционирование с помощью круглого штифта D15.03, с использованием другого рифленого штифта D15.03 для углового позиционирования.
3: Зажим: с помощью плавающего зажима внешнего круга D78.
4: Защита от ошибок: с помощью отверстия D5 для защиты от ошибок.

3D-изображение зажима
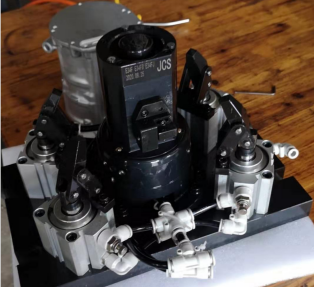
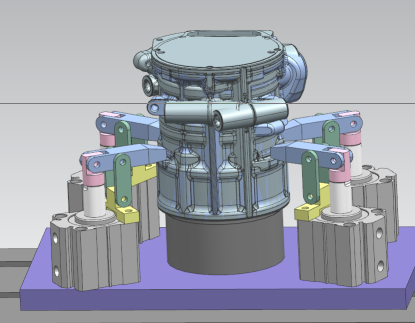
Фотография зажима

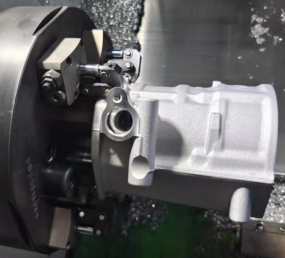
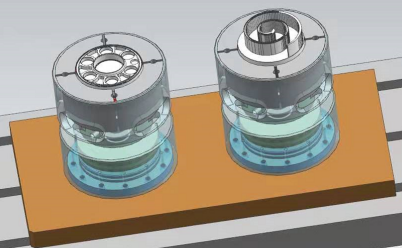
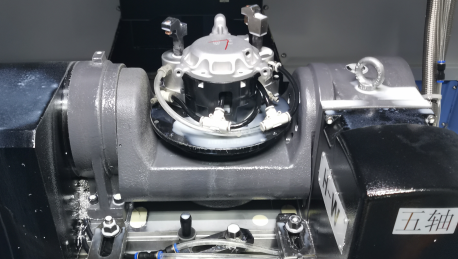
Демонстрация обработки на станке
Статический диск OP30 - обработка поверхности отверстия подшипника
Зажим внешнего круга, обработка противовращающего отверстия, отверстия подшипника, отверстия для штифта
Четырехкулачный зажим зажимает половину внешнего круга, используя верхнюю плоскость профиля как базовую плоскость, а заднюю часть профиля для позиционирования.

Фотография зажима

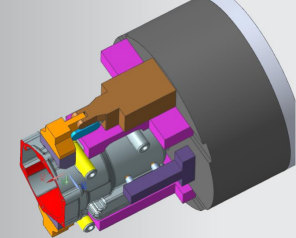
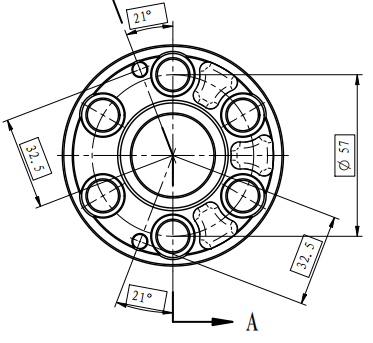
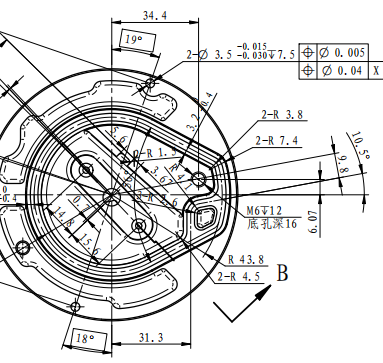
Статический диск OP40
Способ обработки: гидравлический зажим, одновременно с проверкой герметичности
1: Три точки на нижней поверхности как опорная поверхность, одновременно с тремя отверстиями для проверки герметичности; размеры продукта
2: Позиционирование: позиционирование с помощью круглого штифта D3.5, с использованием другого рифленого штифта D3.5 для углового позиционирования.
3: Сначала зажимают три точки, затем зажимают тремя кулачками, после чего открывают точки зажима.

Поскольку нет 3D-изображения продукта, пока нет 3D-изображения зажима, следующие изображения служат только для справки.
Инструмент для передней крышки OP10
1: Обрабатываемая часть

2: Три желтых опоры, одновременно с проверкой герметичности
3: Три точки зажима, место зажима находится в месте усиления
Инструмент для задней крышки OP20
1: Обрабатываемая часть

2: Три красных опоры, одновременно с герметичным тестированием
3: Два синих точки фиксации, также есть один круглый штифт и один ребристый штифт
4: Два мостовых плавающих зажимных устройства, с использованием вращающегося гидроцилиндра
Это все технологические решения нашей компании по обработке спиральных компрессоров, приглашаем профессионалов отрасли к обсуждению и обмену мнениями, спасибо!
Связанные случаи
Новый Даан

Нанкинская стрелка, каменная промышленность и торговля Лтд
Телефон:+ 86 025 84958290
Адрес: № 105, корпус 8, район 8, рынок Лингсин, район Цзяннин, Нанкин
Дружеские ссылки:Стрелка через камень Али магазин Механическая обработка Доктор