

Пример обработки подшипниковых колец для высокоскоростных поездов
Время выхода:
2022-04-18
1. Готовая продукция соответствует требованиям качества продукции клиента.
2. Темп в основном соответствует указанному времени клиента.
3. По сравнению с затратами на внешнюю обработку, стоимость обработки одной детали снижена примерно на 135%.
Название продукта: Корпус подшипника для высокоскоростного поезда.
Материал: 40GrNiMoA Твердость: 32-35HRC
Станок: Вертикальный обрабатывающий центр FEELER VM-1000AT.
Клиент: Некоторая компания по производству подшипников для высокоскоростных поездов.
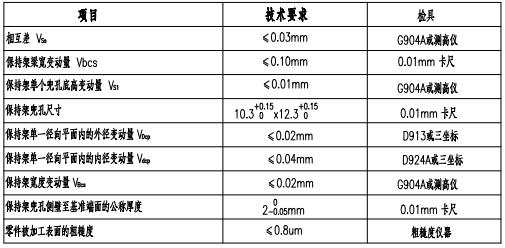
Требования к обработке:
Темп обработки:
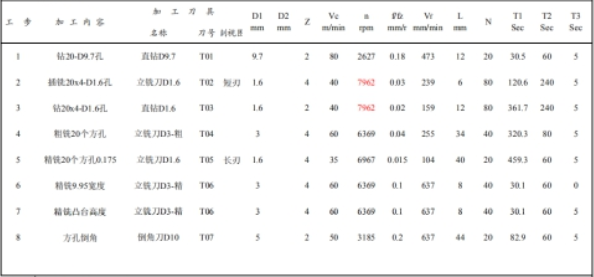
Детали параметров инструмента:
T1: Сверло из вольфрамовой стали серии D938 от Jinlu φ9.7 Сверление Скорость: 3000 об/мин; Подача: 350 мм/мин.
T2: Фреза из вольфрамовой стали серии UP210 от Jinlu φ1.6 Фрезерование Скорость: 6000 об/мин; Подача: 30 мм/мин.
T3: Сверло из вольфрамовой стали серии D938 от Jinlu φ1.6 Сверление Скорость: 6000 об/мин; Подача: 60 мм/мин.
T4: Фреза грубого фрезерования из вольфрамовой стали серии UPR210 от Jinlu φ6 Грубое фрезерование Скорость: 6000 об/мин; Подача: 700 мм/мин.
T5: Фреза из вольфрамовой стали серии UP210 от Jinlu φ3 Точное фрезерование Скорость: 7000 об/мин; Подача: 150 мм/мин.
T6: Фреза из вольфрамовой стали YESTOOLS из Кореи φ1.5 Точное фрезерование Скорость: 7000 об/мин; Подача: 150 мм/мин.
T7: Фреза с фаской YESTOOLS из Кореи Фаска Скорость: 6000 об/мин; Подача: 700 мм/мин.
Полное проектирование решения, оснащение инструментами.
Резюме:
1. Готовая продукция соответствует требованиям качества продукции клиента.
2. Темп в основном соответствует указанному времени клиента.
3. По сравнению с затратами на внешнюю обработку, стоимость обработки одной детали снижена примерно на 135%.
Связанные случаи
Новый Даан

Нанкинская стрелка, каменная промышленность и торговля Лтд
Телефон:+ 86 025 84958290
Адрес: № 105, корпус 8, район 8, рынок Лингсин, район Цзяннин, Нанкин
Дружеские ссылки:Стрелка через камень Али магазин Механическая обработка Доктор