

Четырехосевой поворотный стол: пример конструкции.
Время выхода:
2023-07-07
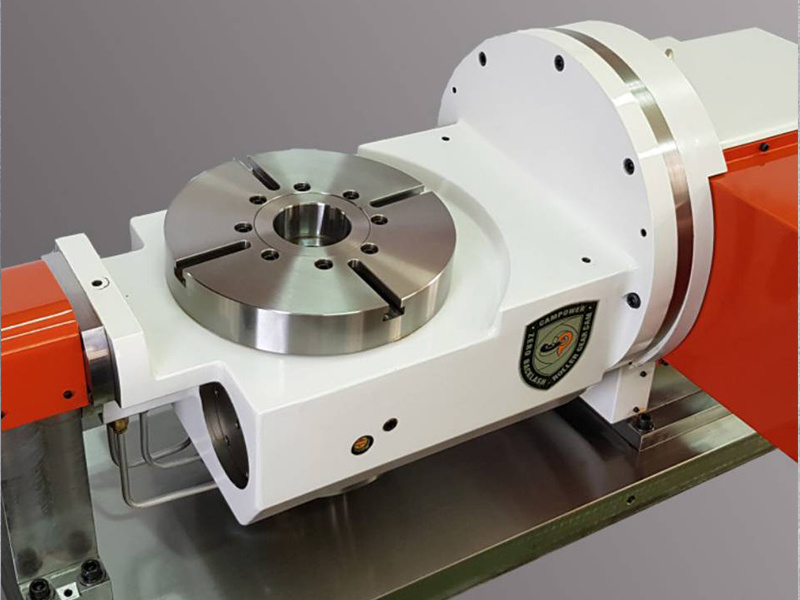
ЧПУ поворотный стол — это станочный аксессуар с вращающейся поверхностью, предназначенный для зажима деталей и осуществления вращения и деления по позициям, сокращенно называется поворотным столом или четвертой осью. Поворотные столы по различным функциям делятся на универсальные и прецизионные. Это важные аксессуары для расточных, сверлильных, фрезерных и шпоночных станков, используемые для обработки отверстий, пазов и наклонных поверхностей с требованиями деления. При обработке вращение рабочего стола позволяет обрабатывать дугообразные поверхности и дугообразные пазы. Универсальные поворотные столы по различным конструкциям делятся на горизонтальные, вертикально-лежачие и универсальные.
Числовое управление поворотным столом относится к станочным аксессуарам с вращающейся поверхностью, используемым для зажима деталей и осуществления вращения и деления позиционирования, сокращенно называется поворотным столом или четвертой осью. Поворотные столы по различным функциям можно разделить на универсальные и прецизионные. Это важные аксессуары для расточных, сверлильных, фрезерных и шпоночных станков, используемые для обработки отверстий, пазов и наклонных поверхностей с требованиями деления, при обработке вращая рабочий стол, можно обрабатывать дугообразные поверхности и дугообразные пазы и т.д. Универсальные поворотные столы по различным конструкциям также делятся на горизонтальные, вертикальные и универсальные.
Ниже приведены примеры применения поворотного стола в реальной обработке:
1: Проект решения для соединительного элемента из нержавеющей стали
Условия: Обрабатывающий центр с четвертой осью: зеленая часть - схема обработки сверления и фрезерования.
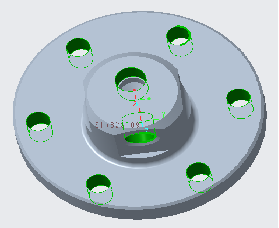
1. Боковая плоскость служит угловой опорной поверхностью, зажим с дугообразной поверхностью;
2. Желтые четыре точки опоры, зажим в четырех точках;
3. Четвертая ось: поворот на 90 градусов, обработка одной поверхности, вращение 4 раза, за один раз завершение обработки четырех продуктов;

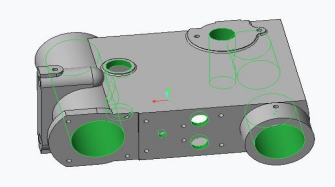
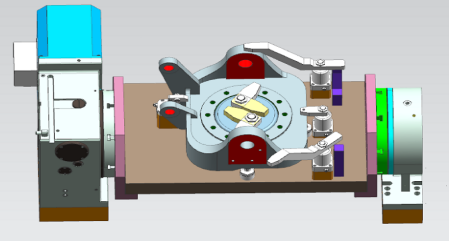
2: Проект решения для корпуса ABS
Условия: Обрабатывающий центр с четвертой осью: схема обработки зеленой части.
1. Поддержка нижней поверхности, позиционирование с помощью пружинного штифта, угловая опорная поверхность, зажим с вращением;
2. Схема обработки с четвертой осью: поворот на 90 градусов, обработка одной поверхности, вращение 3 раза, за один раз завершение обработки 10 продуктов;

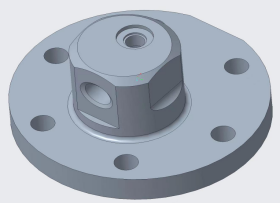
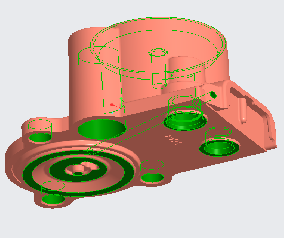
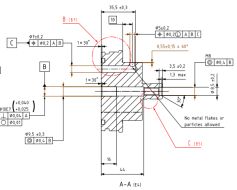
3: Проект решения для коробки шпинделя
Условия: Обрабатывающий центр с четвертой осью: завершение через три этапа обработки с помощью вращения четвертой оси.
1. Зеленая часть - это место обработки, позиционирование с помощью毛坏.
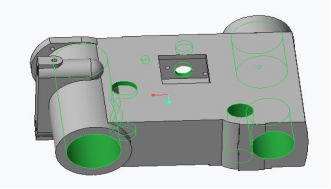
2. V-образное позиционирование, одна фиксированная опора, две вспомогательные опоры, одна боковая поверхность с угловым позиционированием.
3. Способы зажима с двух сторон и с одной стороны.
4. Примечание: обработка осуществляется в порядке грубой и тонкой обработки с помощью вращения четвертой оси.
1: Сначала обрабатывается плоскость D24H7 и другие части этой поверхности.
2: Четвертая ось поворачивается на 90 градусов, обрабатывается D50H7 и D40H7 грубой обработкой, а также другие части этой поверхности.
3: Четвертая ось снова поворачивается на 90 градусов, обрабатывается D47J7 отверстие грубой обработкой, а также другие части этой поверхности.
4: При тонкой обработке два боковых цилиндра должны сначала вернуться, один цикл, и можно обработать готовую продукцию.
5: Замена позиционирующего блока и зажимного блока, можно использовать совместно с C403.
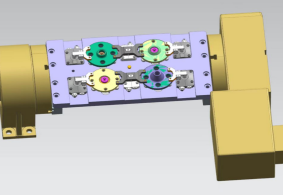
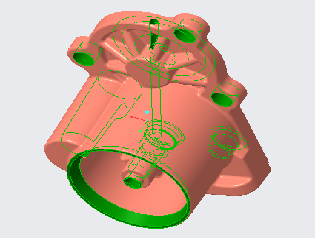
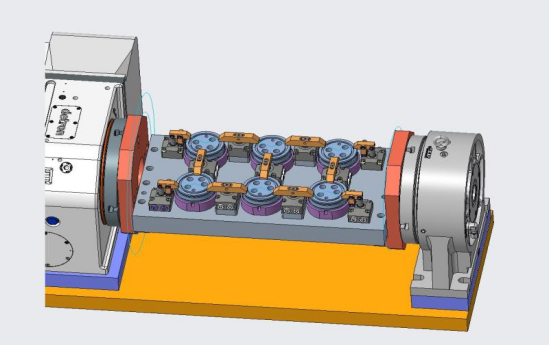
4: Проект решения для VCST.
Условия: Обработка с четвертой осью: три этапа обработки, на последнем этапе выход шести готовых изделий.
1: Два зажима, обработка всех отверстий на лицевой стороне.

2: Четвертая ось поворачивается на 90 градусов, обрабатывается боковое отверстие D5; четвертая ось поворачивается на -180 градусов, обрабатывается боковое отверстие D5.

3. Дизайн инструмента для выхода шести изделий.
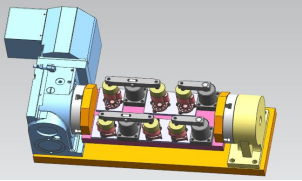
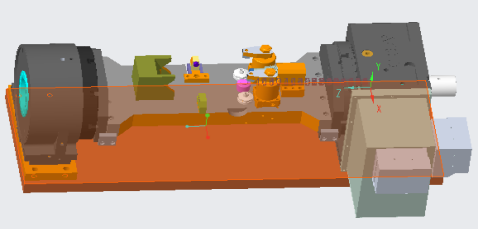
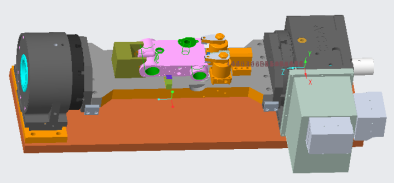
5: Проект решения для поворотного кулака с четвертой осью.
Условия: Обрабатывающий центр с четвертой осью модели 320, высота центра 210;
1: Дизайн соединительных пластин с обеих сторон в форме L, увеличение жесткости, толщина средней пластины 60 мм;
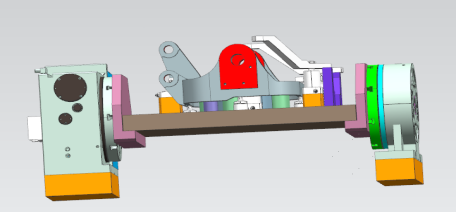
2: Требование к диаметру вращения больше 460, четвертая ось и задняя опора одновременно повышены на 80,
3: Способы зажима в два этапа: сначала зажим в двух центральных точках,
4: После того как четыре вспомогательные опоры одновременно поднимутся, снова зажимаются четыре гидроцилиндра; можно начинать обработку.
Связанные случаи
Новый Даан

Нанкинская стрелка, каменная промышленность и торговля Лтд
Телефон:+ 86 025 84958290
Адрес: № 105, корпус 8, район 8, рынок Лингсин, район Цзяннин, Нанкин
Дружеские ссылки:Стрелка через камень Али магазин Механическая обработка Доктор