

Применение RTCP-микрофона/контрольного стержня для пятиосевых станков
Время выхода:
2023-06-27
RTCP, в высококлассных пятиосевых системах ЧПУ, понимается как Rotated Tool Center Point, то есть функция следования острия инструмента. В пятиосевой обработке, стремясь к траектории острия инструмента и положению инструмента относительно детали, из-за вращательного движения возникает дополнительное движение острия инструмента. Контрольная точка в системе ЧПУ часто не совпадает с острием инструмента, поэтому система ЧПУ должна автоматически корректировать контрольную точку, чтобы гарантировать, что острие инструмента движется по заданной траектории. В отрасли также есть названия этой технологии, такие как TCPM, TCPC или RPCP и т.д. На самом деле, функциональные определения этих названий схожи с RTCP. Строго говоря, функция RTCP используется в конструкции с двумя поворотными головками, где используется центр вращения поворотной головки для компенсации. В то время как функция, подобная RPCP, в основном применяется в станках с двумя поворотными столами, компенсируя изменения координат линейной оси, вызванные вращением детали. На самом деле, эти функции имеют одну и ту же цель: сохранить неизменными центр инструмента и фактическую точку контакта инструмента с поверхностью детали.
RTCP, в высококлассных пятиосевых числовых системах управления, считается, что RTCP - это Rotated Tool Center Point, то есть функция следования острия инструмента.


Прибор для измерения шариков Renishaw 戴博(Diebold)球头验棒
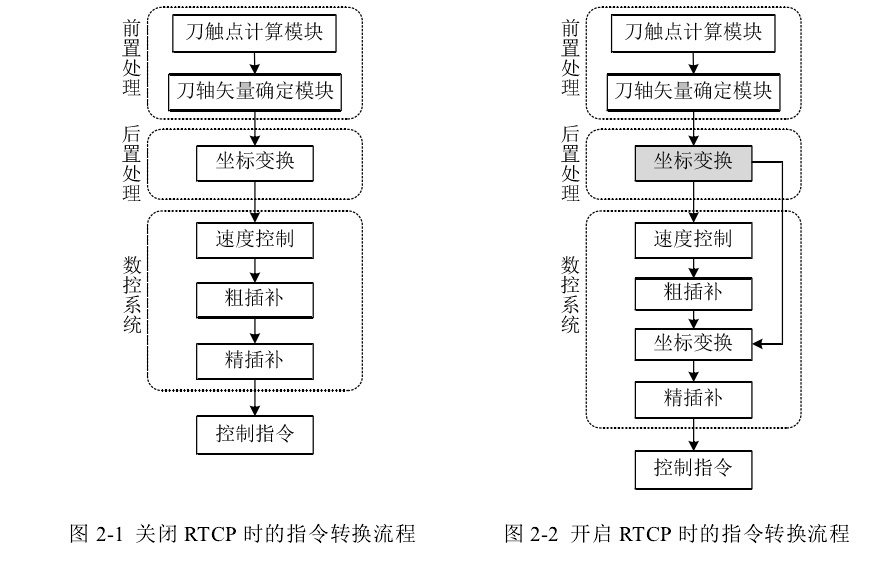
Функция RTCP, по сути, изменяет процесс интерполяционных вычислений.
В пятиосевой обработке, стремясь к траектории острия инструмента и положению инструмента относительно детали, из-за вращательного движения возникает дополнительное движение острия инструмента. Контрольная точка системы ЧПУ часто не совпадает с острие инструмента, поэтому система ЧПУ должна автоматически корректировать контрольную точку, чтобы гарантировать, что острие инструмента движется по заданной траектории. В отрасли также есть термин TCPM, TCPC или RPCP для этой технологии. На самом деле, функции этих названий аналогичны RTCP, строго говоря, функция RTCP используется в конструкции с двумя поворотными головками, применяя центр вращения поворотной головки для компенсации. А аналогичная функция RPCP в основном применяется в станках с двумя поворотными столами, компенсируя изменения координат прямолинейной оси, вызванные вращением детали. На самом деле, эти функции имеют одну и ту же цель - сохранить неизменными центр инструмента и фактическую контактную точку между инструментом и поверхностью детали.
Станки с технологией RTCP (так называемые настоящие пятиосевые станки) позволяют операторам не выравнивать деталь точно с осью поворотного стола, а просто зажимать ее, при этом станок автоматически компенсирует смещение, значительно сокращая время вспомогательных операций и повышая точность обработки. Также процесс постобработки прост, достаточно вывести координаты острия инструмента и вектор. В механической конструкции пятиосевые станки в основном имеют конструкции с двумя поворотными головками, двумя поворотными столами и одной поворотной головкой с одним поворотным столом.
Возьмем за пример высококлассную пятиосевую числовую систему управления с двумя поворотными столами и подробно рассмотрим функцию RTCP.
В пятиосевом станке определяются концепции четвертой и пятой осей: в конструкции с двумя поворотными столами вращение четвертой оси влияет на положение пятой оси, в то время как вращение пятой оси не может повлиять на положение четвертой оси. Пятая ось - это вращательные координаты на четвертой оси.
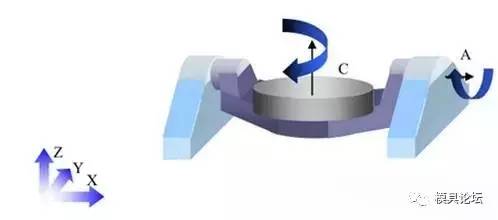
Как показано на рисунке, четвертая ось станка - это ось A, а пятая ось - ось C. Деталь размещена на поворотном столе оси C. Когда ось A вращается, поскольку ось C установлена на оси A, положение оси C также будет подвержено влиянию. Аналогично, для детали, размещенной на поворотном столе, если мы программируем резание по центру инструмента, изменения вращательных координат неизбежно приведут к изменениям координат прямолинейной оси X, Y, Z, вызывая относительное смещение. Чтобы устранить это смещение, станок должен компенсировать его, и RTCP предназначен для устранения этой компенсации.
Как же станок компенсирует это смещение? Далее мы проанализируем, как это смещение возникает.
Согласно предыдущему тексту, мы знаем, что смещение координат прямолинейной оси вызвано изменениями вращательных координат. Поэтому анализ центра вращения вращательной оси становится особенно важным. Для станков с двумя поворотными столами контрольная точка оси C, то есть пятой оси, обычно находится в центре вращения рабочего стола станка. Четвертая ось обычно выбирает середину оси четвертой оси в качестве контрольной точки.
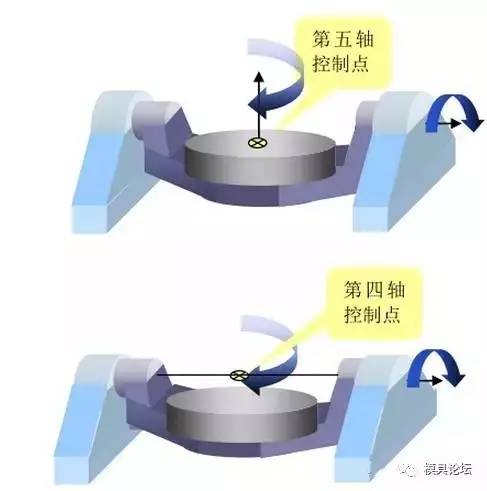
Система ЧПУ, чтобы реализовать управление пятью осями, должна знать взаимосвязь между контрольной точкой пятой оси и контрольной точкой четвертой оси. То есть в начальном состоянии (позиция 0 осей A и C станка) контрольная точка четвертой оси является началом координат в системе вращательных координат четвертой оси, а вектор положения контрольной точки пятой оси - [U,V,W]. Также необходимо знать расстояние между осями A и C. Для станков с двумя поворотными столами приведем пример, как показано на рисунке.
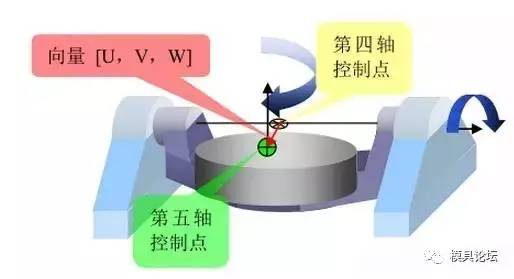
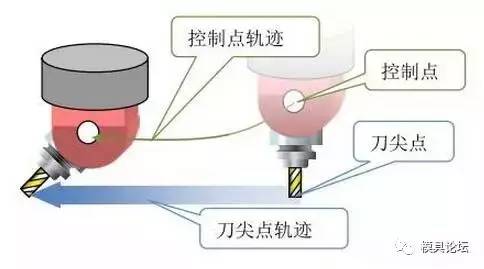
Как видно, для станков с функцией RTCP контрольная система поддерживает центр инструмента всегда в заданном программируемом положении. В этом случае программирование является независимым и не зависит от движения станка. Когда вы программируете на станке, вам не нужно беспокоиться о движении станка и длине инструмента, вам нужно учитывать только относительное движение между инструментом и деталью. Остальную работу контрольная система выполнит за вас. Пример:
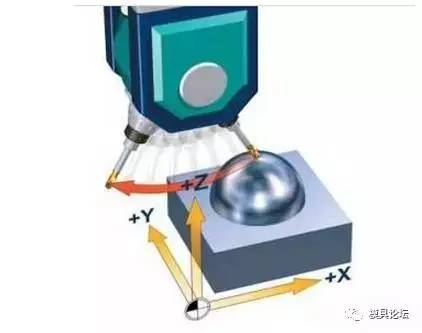
Как показано на рисунке, в случае отсутствия функции RTCP контрольная система не учитывает длину инструмента. Инструмент вращается вокруг центра оси. Острие инструмента выйдет из своего положения и больше не будет фиксированным.
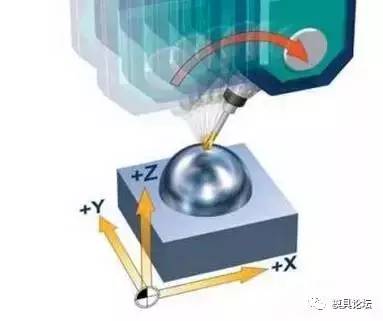
Как показано на рисунке, в случае включенной функции RTCP контрольная система изменяет только направление инструмента, а положение острия остается неизменным. Необходимые компенсационные движения по осям X, Y, Z уже автоматически рассчитаны.
А как же пятиосевые станки и системы ЧПУ без RTCP решают проблему смещения координат прямолинейной оси? Мы знаем, что сейчас в стране многие пятиосевые станки и системы относятся к категории «ложных пятиосей», так называемые ложные пятиоси, на самом деле, это станки без функции RTCP. Различие между настоящими и ложными пятиосевыми станками не определяется их внешним видом или тем, связаны ли пять осей, нужно понимать, что ложные пятиосевые станки также могут выполнять пятиосевое взаимодействие. Основное различие ложных пятиосей заключается в том, что у них нет алгоритма RTCP настоящих пятиосей, то есть программирование ложных пятиосей требует учета длины рычага шпинделя и положения вращающего стола. Это означает, что при программировании с использованием системы и станка с ложными пятиосевыми станками необходимо полагаться на технологии CAM-программирования и постобработки, заранее планируя путь инструмента.
Для одной и той же детали, если станок или инструмент меняются, необходимо заново выполнять CAM-программирование и постобработку. Кроме того, при зажиме детали на ложном пятиосевом станке необходимо гарантировать, что деталь находится в центре вращения рабочего стола, что для оператора означает необходимость значительного времени на зажим и выравнивание, и точность не может быть гарантирована. Даже при выполнении деления обработки ложные пятиосевые станки создают много проблем. А настоящие пятиосевые станки требуют настройки только одной системы координат и одного выравнивания инструмента, чтобы завершить обработку.
Ложные пятиосевые станки полагаются на технологии постобработки, чтобы указать взаимосвязь между центральными положениями четвертой и пятой осей станка, чтобы компенсировать смещение вращательной оси относительно координат прямолинейной оси. Сгенерированные CNC-программы X, Y, Z не только приближаются к точкам программирования, но и содержат необходимые компенсации по осям X, Y, Z. Такой подход не только приводит к недостаточной точности обработки и низкой эффективности, но и сгенерированные программы не обладают универсальностью, а затраты на труд также высоки. Кроме того, поскольку параметры вращения каждого станка различны, для каждого требуется соответствующий файл постобработки, что также создает значительные неудобства для производства. Более того, программы, сгенерированные ложными пятиосевыми станками, нельзя изменить, что делает ручное программирование пятиосей практически невозможным.
Кроме того, из-за отсутствия функции RTCP многие продвинутые функции пятиосей не могут быть использованы, такие как функция компенсации инструмента для пятиосей и т.д. На самом деле для пятиосевых станков они просто инструменты для достижения результатов обработки, и нет различия между настоящими и ложными. Важно, что наша технология определяет, какой способ обработки выбрать, относительно настоящие пятиосевые станки имеют более высокую стоимость.
Связанные Новости
Новый Даан

Нанкинская стрелка, каменная промышленность и торговля Лтд
Телефон:+ 86 025 84958290
Адрес: № 105, корпус 8, район 8, рынок Лингсин, район Цзяннин, Нанкин
Дружеские ссылки:Стрелка через камень Али магазин Механическая обработка Доктор