

Умное управление держателями для RFID-чипов
Время выхода:
2023-06-27
RFID — это бесконтактная автоматическая идентификационная технология, возникшая в 1990-х годах, обладающая такими характеристиками, как быстрая сканировка, малый размер, устойчивость к загрязнениям, высокая прочность, возможность многократного использования, проницаемость и чтение без барьеров, а также большой объем памяти данных и высокая безопасность. Поэтому она имеет огромный потенциал для применения в сборе производственных данных, мониторинге и передаче данных. В данной статье на основе беспроводной радиочастотной технологии устанавливается RFID-чип на ручке инструмента, что позволяет собирать и управлять информацией об инструментах, снижая общие производственные затраты.
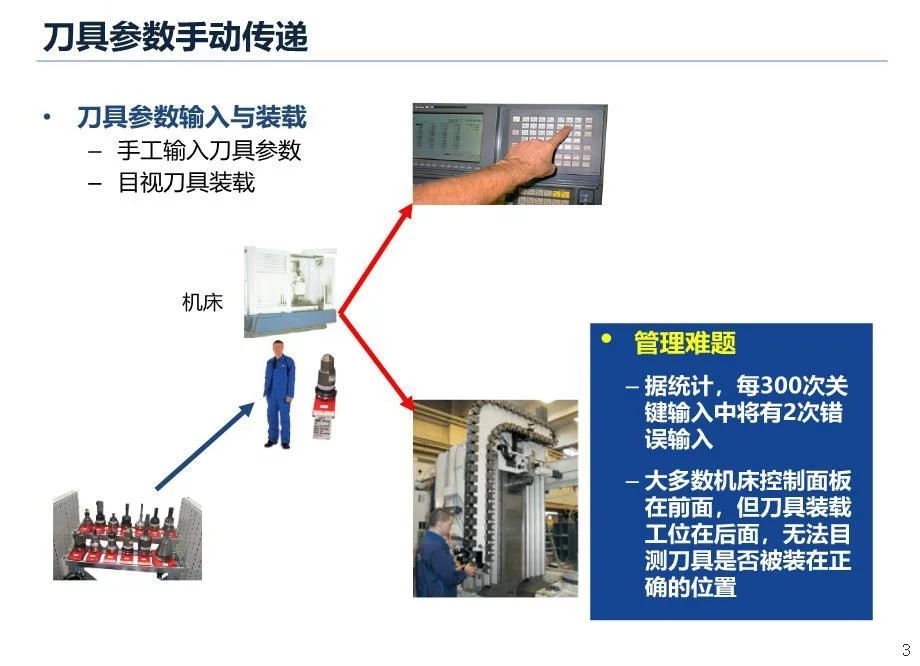
ЧПУ-станки стали основным оборудованием в механических мастерских. Обычно в небольших ЧПУ-обрабатывающих мастерских количество инструментов достигает тысячи, а вместе с комплектующими — более десяти тысяч, с сотнями различных видов. С резким увеличением количества и видов инструментов в производственных цехах сосуществуют стандартные и нестандартные инструменты различных типов и спецификаций, и большое количество инструментов часто перемещается и обменивается между складом инструментов и станками. В настоящее время в отечественных обрабатывающих цехах инструменты в основном управляются вручную и с помощью бумажных штрих-кодов. Бумажные штрих-коды легко повреждаются в условиях загрязнения маслом, а срок службы инструмента можно оценить только на основе опыта. Из-за нехватки инструментов многие производственные процессы останавливаются, и операторы станков тратят много времени на поиск инструментов. С увеличением количества и новых видов ЧПУ-станков существующие решения по управлению инструментами уже не могут удовлетворить потребности, поэтому вводится технология беспроводной радиочастотной идентификации (RFID).
RFID — это бесконтактная автоматическая идентификационная технология, возникшая в 90-х годах XX века, обладающая такими характеристиками, как быстрая сканировка, компактный размер, устойчивость к загрязнениям и высокая прочность, возможность многократного использования, проникающая способность и чтение без барьеров, большая емкость памяти данных и высокая безопасность, что делает ее очень перспективной для применения в сборе производственных данных, мониторинге и передаче данных. В данной статье на основе технологии беспроводной радиочастотной идентификации устанавливаются RFID-чипы на ручках инструментов для сбора и управления информацией об инструментах, что снижает общие производственные затраты.
 +
+
1 Состояние и потребности в управлении инструментами
Эксперты, занимающиеся исследованиями в области управления инструментами как в стране, так и за рубежом, разработали множество программного обеспечения для управления инструментами, но они не могут удовлетворить все требования управления инструментами. Существующие решения по управлению инструментами имеют следующие проблемы:
① Невозможность анализа записей и данных за весь жизненный цикл инструмента, сбор и мониторинг информации об инструментах осуществляется только в определенные моменты времени, что не позволяет получить данные в нерабочее время;
② Традиционное управление инструментами не имеет взаимодействия M2M (машина к машине), что не позволяет реализовать интегрированное управление;
③ Существующие решения по управлению инструментами ориентированы на удовлетворение производственных потребностей и не учитывают вопросы стоимости на протяжении всего жизненного цикла инструмента.


Для решения вышеуказанных проблем и достижения более интеллектуальной и автоматизированной цели в производственной сфере необходимо срочно внедрить новые технологические средства для управления информацией об инструментах. Компания Balluff осуществляет интеллектуальное управление использованием инструментов в станках, передавая параметры инструментов в станки, чтобы инструменты могли быть добавлены в инструментальный магазин станка для вызова в процессе обработки. Когда обработка инструмента завершена, время производства инструмента записывается в RFID, что позволяет осуществлять сбор информации в реальном времени и отслеживание состояния инструмента.
2 Сбор и установка параметров системы управления информацией об инструментах
Система управления информацией об инструментах — это система, основанная на связи между машинами (такими как ЧПУ-станки, инструменты для измерения и т.д.) и RFID-ридерами, использующая технологию беспроводной радиочастотной идентификации, а также последовательную связь между CNC и RFID-ридерами для мониторинга и управления информацией об инструментах на протяжении всего их жизненного цикла. Жизненный цикл инструмента обычно включает планирование, закупку, маркировку, хранение, выдачу, сборку, использование, возврат, переточку, утилизацию и т.д.

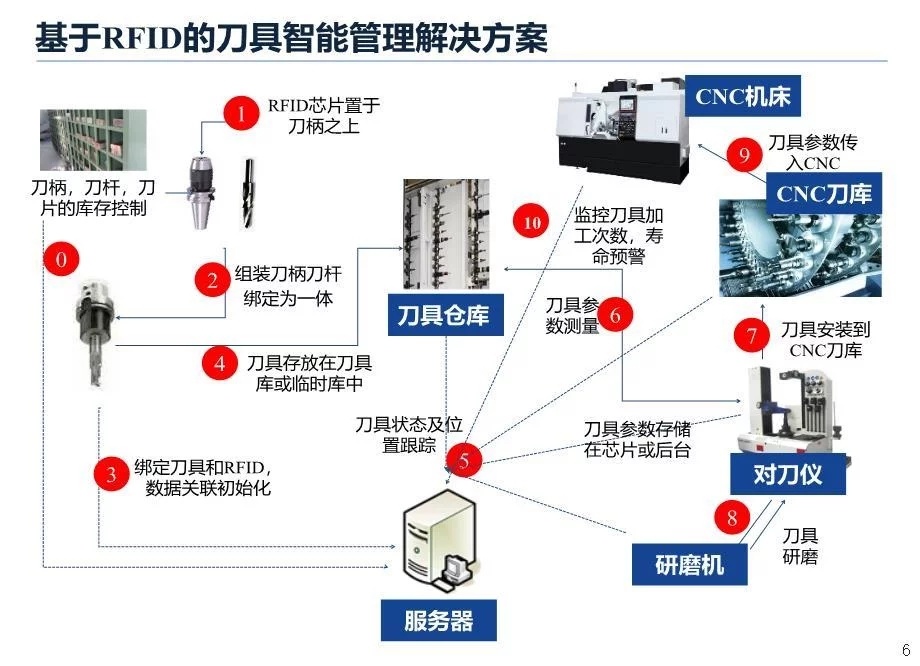

Предварительным условием управления инструментами на станке является то, что инструменты уже собраны и отрегулированы с помощью инструмента для измерения. Для реализации соответствующих функций инструмента необходимо инициализировать инструментальный магазин станка, записав время обработки инструмента в RFID ручки. Поскольку расстояние считывания и записи RFID на высоких частотах довольно короткое, при считывании и записи RFID ручки необходимо подводить антенну к RFID-метке с помощью пневматического устройства.
(1) Инициализация инструментального магазина станка
Для реализации интеллектуальной передачи информации о ЧПУ-инструментах необходимо в первую очередь полагаться на ЧПУ-станки. Чтобы обеспечить автоматическую загрузку инструмента в инструментальный магазин при установке инструмента в станок и считывании параметров инструмента из RFID-метки в инструментальный магазин станка, необходимо выполнить инициализацию инструментального магазина станка. Конкретный процесс описан ниже:
① Когда в станке происходит изменение инструмента, необходимо, чтобы станок повернул инструментальный диск на один полный оборот (см. рисунок 2), чтобы заново инициализировать все инструменты в инструментальном магазине станка;
② Для каждого инструмента необходимо выполнить следующие действия: CNC управляет подъемом RFID-ридера с помощью цилиндра, после достижения положения цилиндра CNC получает состояние датчика и запускает работу RFID-ридера; состояние цилиндра поддерживается в течение 500 мс, CNC управляет RFID-ридером для считывания информации с RFID-чипа ручки; после этого цилиндр убирается, и CNC проверяет, достигнуто ли положение магнитного датчика цилиндра, после чего инструмент продолжает вращение;
③ Необходимо контролировать следующую функцию: добавить кнопку на интерфейс управления CNC, при каждом нажатии на эту кнопку инструментальный диск автоматически поворачивается на один полный оборот, чтобы гарантировать, что каждый раз при смене инструмента он поворачивается на один полный оборот, и инициализирует инструментальный магазин станка; не допускается прямое крепление инструмента к ручке инструментального магазина станка.
(2) Запись времени производства инструмента
При снятии (сборке) инструмента время его производства (время обработки) записывается в систему управления инструментами. Процесс записи времени обработки в RFID ручки выглядит следующим образом:
① Перед снятием инструмента или после сборки инструмента станок фиксирует использованные инструменты, поворачивает инструментальный диск и поочередно записывает время обработки инструмента;
② Состояние цилиндра поддерживается в течение 500 мс, CNC управляет RFID-ридером и выполняет запись информации в RFID-чип ручки;
③ Цилиндр убирается, и CNC проверяет, достигнуто ли положение магнитного датчика цилиндра, после чего инструментальный диск продолжает вращение.
Для обеспечения успешного выполнения вышеуказанного процесса необходимо добавить кнопку на интерфейс управления CNC, чтобы перед снятием инструмента или после сборки инструмента нажать кнопку, что заставит станок повернуться на один полный оборот и записать время использования инструмента, в конечном итоге завершив контроль срока службы инструмента. При выполнении процесса следует соблюдать правила эксплуатации.
(3) Хранение данных инструмента в RFID-чипе
Кодирование инструмента является важной информацией для определения уникальности идентификации инструмента, и он записывается в RFID, чтобы управлять каждым инструментом. При написании соответствующей программы можно определить номинальный диаметр и номинальную длину инструмента в зависимости от его спецификаций и моделей, а затем в зависимости от фактической ситуации предоставить соответствующие компенсации по диаметру и длине. Поскольку один и тот же инструмент может быть установлен на разных станках, а один и тот же станок может обрабатывать разные продукты, могут возникать аномальные ситуации в процессе обработки, поэтому во время обработки необходимо отображать вышеуказанную информацию. Это можно сделать с помощью программного управления, динамически отображая отчеты, показывающие код инструмента, обрабатываемый продукт, количество продуктов, а также аномальную информацию и информацию о сроке службы инструмента, записанную в RFID.
3 Состав аппаратной системы и разработка программного обеспечения
Аппаратное обеспечение состоит из электронных меток (RFID), антенн, ридеров и соответствующих интерфейсов данных. RFID-метка является носителем данных, состоящим из чипа и соединительных элементов, каждая RFID-метка имеет уникальный электронный код; антенна RFID-метки является ответной антенной RFID-метки, передающей беспроводные радиочастотные сигналы между меткой и контроллером через связь; ридер используется для считывания или записи информации RFID-меток.
Заключение
Установка RFID-меток на инструментах для идентификации и чтения информации на протяжении всего жизненного цикла инструмента, установка считывателей на основном оборудовании, таком как ЧПУ-станки, в качестве интерфейса для обмена информацией между RFID-метками и основной системой управления. Использование RFID-меток в качестве носителей информации позволяет осуществлять обмен информацией между инструментом и основным оборудованием, а также между основными устройствами, что позволяет прогнозировать срок службы инструмента. Новое решение позволяет осуществлять полное управление жизненным циклом инструмента, снижать запасы инструмента на 20%, снижать стоимость инструмента на 10%, сокращать время подготовки на 15%, повышать эффективность оборудования на 10%, сокращать сроки поставки на 10% и снижать общие затраты более чем на 15%.
Связанные Новости
Новый Даан

Нанкинская стрелка, каменная промышленность и торговля Лтд
Телефон:+ 86 025 84958290
Адрес: № 105, корпус 8, район 8, рынок Лингсин, район Цзяннин, Нанкин
Дружеские ссылки:Стрелка через камень Али магазин Механическая обработка Доктор