

3D печать и традиционная механическая обработка
Время выхода:
2023-05-09
3D печать (3D Printing), также известная как аддитивное производство (Additive Manufacturing, сокращенно AM), возникла в девяностых годах прошлого века. В отличие от традиционных методов "уменьшения" (обработки), 3D печать основана на компьютерном программном обеспечении, которое позволяет создавать трехмерные модели с помощью проектирования, сканирования и других методов, а затем формировать их путем послойного наложения дискретных материалов (порошков, нитей).
Аддитивное производство—3DПечать
1. Введение в отрасль
3DПечать(3D Печать), также известная как аддитивное производство(Аддитивное Производство, сокращенноAM), возникла в девяностых годах прошлого века. В отличие от традиционных методов "уменьшения" обработки,3Dпечать основана на компьютерном программном обеспечении, с помощью проектирования, сканирования и других методов создается трехмерная модель, которая последовательно накладывает дискретные материалы(порошок, нити)в форме технологии.3DПечать в основном использует сферический порошок в качестве сырья, который выбирается и плавится с помощью концентрированного источника тепла, а затем затвердевает в процессе охлаждения, образуя печатные детали.。

3DПечать 3DПечатная продукция
3DОдной из основных областей применения печати являетсяавиацияи космическая промышленность, современные реактивные двигатели имеют тысячи компонентов, некоторые из которых (например, лопатки турбины1) требуют строгих спецификаций и использования единого материаладля производства форм.Некоторые компоненты двигателей, изготовленные с использованием 3Dпечати, это колеса турбонагнетателей, лопатки, топливные форсунки и другие компоненты.
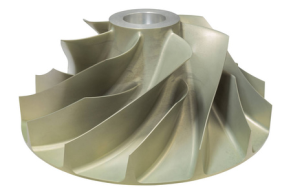
(Рисунок 1)
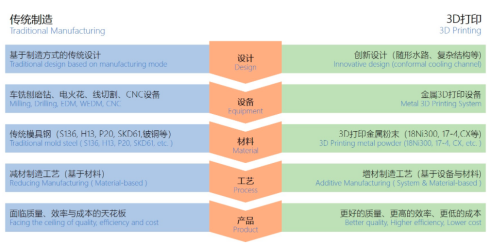
2.3DТехнология печатиПо сравнениюс традиционными производственными технологиями, производственные преимущества
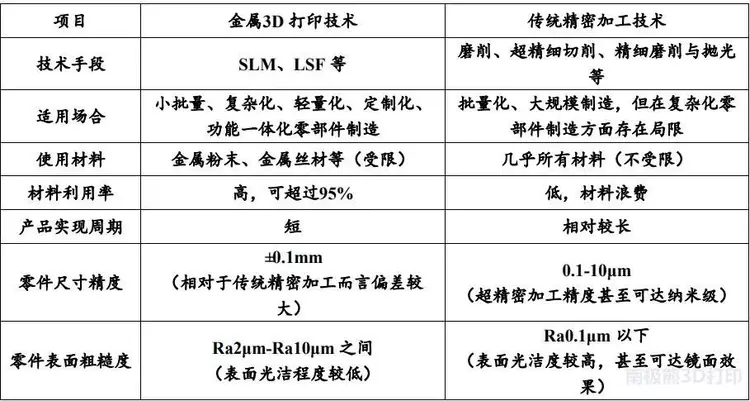
На данный момент технологии 3D печати металлов имеют значительные различия по сравнению с традиционными методами прецизионной обработки в таких аспектах, как обрабатываемые материалы, точность обработки, шероховатость поверхности, эффективность обработки и т.д., однако их совершенно новые технологические принципы и методы производства также имеют огромные преимущества, которые не могут быть сравнены с традиционной прецизионной обработкой, что конкретно проявляется в:(
1) Сокращение времени разработки и реализации новых продуктов. Процесс формирования 3D печати управляется непосредственно трехмерной моделью, не требуя вспомогательных инструментов, таких как формы и зажимы, что может значительно сократить время разработки продукта и сэкономить дорогостоящие затраты на производство форм, увеличивая скорость итерации разработки продукта.2) Эффективное формирование более сложных структур. Принцип 3D печати заключается в том, чтобы разбить сложные трехмерные геометрические тела на двумерные сечения для послойного производства, поэтому можно реализовать формирование сложных компонентов, которые трудно достичь с помощью традиционной прецизионной обработки, повышая выход готовых деталей и одновременно улучшая качество продукции.
1) Сокращение времени разработки и реализации новых продуктов. Процесс формирования 3D печати управляется непосредственно трехмерной моделью, не требуя вспомогательных инструментов, таких как формы и зажимы, что может значительно сократить время разработки продукта и сэкономить дорогостоящие затраты на производство форм, увеличивая скорость итерации разработки продукта.3) Реализация интегрированного и легкого дизайна. Применение технологии 3D печати металлов может оптимизировать структуру сложных деталей, при обеспечении производительности, преобразовывая сложные структуры в простые, что позволяет уменьшить вес, а также технология 3D печати может реализовать интегрированное формирование компонентов, тем самым повышая надежность продукции.
1) Сокращение времени разработки и реализации новых продуктов. Процесс формирования 3D печати управляется непосредственно трехмерной моделью, не требуя вспомогательных инструментов, таких как формы и зажимы, что может значительно сократить время разработки продукта и сэкономить дорогостоящие затраты на производство форм, увеличивая скорость итерации разработки продукта.4) Высокая эффективность использования материалов. По сравнению с традиционными методами прецизионной обработки, технологии 3D печати металлов могут сэкономить значительное количество материалов, особенно для дорогих металлических материалов, что может существенно снизить затраты.
1) Сокращение времени разработки и реализации новых продуктов. Процесс формирования 3D печати управляется непосредственно трехмерной моделью, не требуя вспомогательных инструментов, таких как формы и зажимы, что может значительно сократить время разработки продукта и сэкономить дорогостоящие затраты на производство форм, увеличивая скорость итерации разработки продукта.5) Реализация отличных механических свойств. Основываясь на характеристиках быстрого затвердевания технологии 3D печати, металлургическое качество формованных изделий внутри однородно и плотно, без других металлургических дефектов; в то же время, благодаря быстрому затвердеванию, внутренняя структура материала становится мелкой, и формованные детали могут значительно повысить прочность без потери пластичности.
1) Сокращение времени разработки и реализации новых продуктов. Процесс формирования 3D печати управляется непосредственно трехмерной моделью, не требуя вспомогательных инструментов, таких как формы и зажимы, что может значительно сократить время разработки продукта и сэкономить дорогостоящие затраты на производство форм, увеличивая скорость итерации разработки продукта.3.
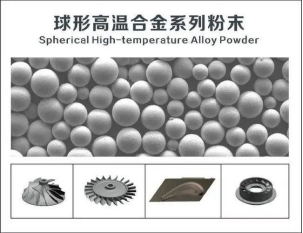
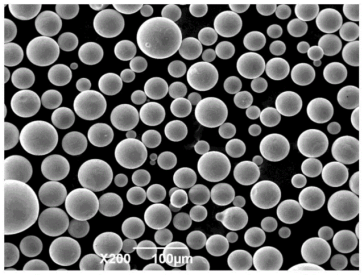
Текущая ситуация в индустрии порошковых материалов для высокотемпературных сплавов для печати3DМетоды подготовки сферического порошка для 3D печати включают метод аэрозольного распыления, метод плазменного факела, метод вращающегося электрода, метод карбонизации и т.д. Наиболее широко используемым является метод аэрозольного распыления.
1. Обзор механизма подготовки сферического металлического порошка методом аэрозольного распыления
Согласно
SeeиDombrowskiисследованиям, процесс аэрозольного распыления делится на три стадии: первичное разрушение, вторичное разрушение и сферизация с затвердеванием, включая такие процессы, как распределение потока газа, плавление сплава, разрушение расплава, сферизация, затвердевание и т.д., процесс аэрозольного распыления и фотографии распыления(полученные с помощью высокоскоростной камеры) показаны на рисунке 1. Сначала поток газа проходит через распыляющую насадку, ускоряется и формирует стабильное поле потока газа, когда расплавленный металлический поток соприкасается с потоком газа, высокоскоростной и высоконапорный поток газа ударяет и разрушает расплав, преобразуя кинетическую энергию газа в поверхностную энергию металлических капель, образуя мелкие капли. Капли под действием потока газа быстро летят, в процессе полета под воздействием поверхностного натяжения они сферизуются, быстро охлаждаются и затвердевают в аэрозольном потоке, образуя сферические порошковые частицы.Схема процесса аэрозольного распыления (a)
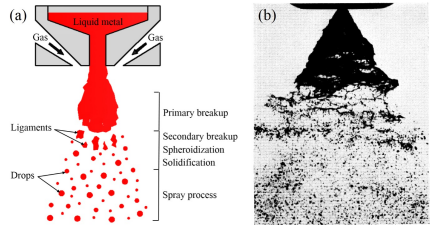
Фотография распыления (b) 2. Металлические порошковые материалы
В текущей индустрии 3D печати металлические 3D печати занимают значительную долю, и с развитием технологий 3D печати металлов и значительным снижением затрат, их область применения, глубина и масштаб постоянно расширяются. Например, в области авиации и космонавтики, металлическая 3D печать уже перешла от производства тестовых образцов к этапу массового производства; в стоматологии 3D печать металлических коронок стала обычным методом для зубных техников; в области ортопедии 3D печать металлических имплантатов начинает применяться в масштабах; в области форм, радиаторов и т.д. она заменяет традиционные технологии; в автомобильной промышленности есть огромный потенциал для применения, который еще предстоит раскрыть.
Металлические порошковые материалы3.。
Материалы высокотемпературных сплавов
3、高温合金材料
Высокотемпературные сплавы, также известные как суперсплавы, обладают хорошей устойчивостью к окислению, коррозии, отличными механическими свойствами, долговечностью, усталостной прочностью и долгосрочной стабильностью структуры. Они были разработаны для удовлетворения требований современных технологий аэрокосмической отрасли в условиях высоких температур и демонстрируют мощную жизнеспособность в области передовых аэрокосмических двигателей.
Сплавы высокой температуры, изготовленные методом порошковой металлургии, имеют равномерную структуру, без макросегрегации, а также высокую прочность на сжатие и хорошие характеристики усталости по сравнению с традиционными отливками и коваными сплавами, что позволяет преодолеть сегрегацию, возникающую в обычных процессах.(неравномерная), каждый粒ок используемого предварительно легированного порошка является "микрослитком стали", сегрегация сплава может происходить только в пределах мелких частиц порошка, что позволяет улучшить комплексные характеристики сплава и уменьшить объем обрабатываемого материала, увеличивая его эффективность. Особенно с учетом того, что состав высокотемпературных сплавов становится все более сложным, а размеры деталей постоянно увеличиваются, порошковые металлургические высокотемпературные сплавы демонстрируют еще большее превосходство.。
Четыре,3D печатьТенденции развития отрасли
1,Спрос на финансирование в отрасли остро ощущается, объем превысит70 миллиардов юаней. Согласно статистике, в 2021 году общий объем финансирования в области аддитивного производства составил 65 миллиардов долларов, темпы роста финансирования составили 66%. Общий объем финансирования китайских компаний в области аддитивного производства достиг около 4,8 миллиарда юаней, что на 33,3% больше, чем в 2020 году. Существующий объем инвестиций и темпы роста инвестиций по сравнению с зарубежными странами все еще имеют разрыв. Ожидается, что в 2022 году спрос на финансирование в китайской отрасли аддитивного производства превысит 70 миллиардов юаней.
2,Компоненты среднего уровня оборудования, вероятно, будут полностью заменены на отечественные. В последние годы инвестиции отечественных производителей компонентов аддитивного производства постоянно увеличиваются, такие компании, как Dazhuo Siter и Wuhan Ruike, уже стабильно используют отечественные компоненты в лазерной селективной плавке и фотополимеризации. С увеличением спроса процесс локализации компонентов ускоряется, и компоненты среднего уровня оборудования, вероятно, будут полностью заменены на отечественные.
3、Промышленные оборудования демонстрируют тенденцию к увеличению размеров, высокой эффективности и специализированности. С развитием технологий и инновациями в процессах, а также с постоянным повышением требований к применению и расширением областей применения, оборудование аддитивного производства постепенно демонстрирует тенденцию к увеличению размеров, высокой эффективности и специализированности. В то же время, в ответ на различные требования в области медицины, строительства и охраны культурного наследия, отечественные компании уже выпустили оборудование для лазерной селективной плавки для стоматологии, специализированное оборудование для фотополимеризации для воспроизведения культурных ценностей и механическое оборудование для экструзии материалов для строительства.
Четыре,Объем рынка услуг продолжает расширяться, и такие области, как литье, ожидают взрывного роста.Данные отчета Wohlers показывают, что доля международных компаний, предоставляющих услуги аддитивного производства, ежегодно увеличивается. В 2021 году объем рынка услуг аддитивного производства составил около 6,25 миллиарда долларов, что составляет 41% от общего объема рынка, что также означает, что услуги стали важной движущей силой развития отрасли. В настоящее время в Китае все еще довольно мало поставщиков услуг аддитивного производства, согласно статистике исследовательских компаний, их доля составляет всего около 21%. Существующие поставщики услуг, такие как Xinjinghe и Kangshuo Group, уже начали запуск новых производственных мощностей, и ожидается, что в 2022 году объем внутреннего рынка услуг значительно увеличится. Согласно статистике Китайской ассоциации литья, в стране насчитывается 26 000 литейных заводов, а объем рынка песчаных отливок составляет около 120 миллиардов юаней. Использование аддитивного производства может сократить процесс литья с 15 шагов до 8 шагов. В условиях "двойного углерода" технологии аддитивного производства продолжают поддерживать литейную отрасль, и ожидается, что в течение следующих пяти лет спрос на оборудование для аддитивного производства песчаных форм превысит 2000 единиц.
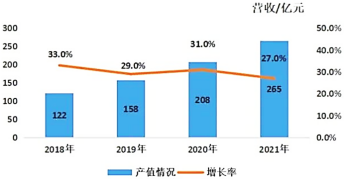
2018-2021 Годовой доход китайской отрасли аддитивного производства
Пять, выводы и перспективы
С момента появления технологии 3D печати в 90-х годах прошлого века, с самого начала печать полимерных материалов постепенно сосредоточилась на печати металлических порошков, было разработано и применено множество новых технологий, новых устройств и новых материалов. В настоящее время темпы инноваций в информационных технологиях продолжают расти, промышленное производство вступает в новую стадию интеллектуализации и цифровизации, а технология 3D печати станет мощным двигателем развития промышленной интеллектуализации. В последние годы технологии 3D печати высокотемпературных сплавов достигли определенных результатов и имеют широкое применение в аэрокосмической, биомедицинской и автомобильной отраслях. Отрасль 3D печати быстро развивается, внутренний доход отрасли достиг 26,5 миллиарда юаней, среднегодовой темп роста за последние четыре года составил 30%, а количество крупных предприятий превысило 100.
В настоящее время в Китае высокотемпературные сплавы порошковТехнология 3D печати на самом деле все еще сталкивается с множеством вызовов: с одной стороны, это включает в себя текучесть порошка и распределение размеров порошка, взаимодействие с источником тепла, формирование слоистой микроструктуры, уменьшение дефектов и лучшее количественное определение металлургических характеристик; с другой стороны, это включает в себя оптимизацию параметров процесса, мониторинг в реальном времени, установление стандартов идентификации, высокопроизводительное тестирование и производство увеличенных компонентов. Дизайн порошков для 3D печати высокотемпературных сплавов должен учитывать как производственные возможности, так и механическую согласованность, стабильность и стоимость. Материальные ограничения, безусловно, повлияют на распространение технологии 3D печати, и технология 3D печати предъявляет более высокие требования к материалам. Основные направления развития порошковых материалов для 3D печати высокотемпературных сплавов включают три аспекта: во-первых, на основе существующих материалов укрепить связь между свойствами материалов и структурой, дополнительно оптимизировать параметры процесса, увеличить скорость печати, снизить пористость и содержание кислорода, улучшить качество поверхности печатных изделий; во-вторых, разработать новые материалы, которые подходят для 3D печати, такие как разработка новых высокотемпературных сплавов с отличной коррозионной стойкостью, термостойкостью и комплексными механическими свойствами; в-третьих, пересмотреть и усовершенствовать систему стандартов технологий порошковых материалов для 3D печати, чтобы реализовать институционализацию и нормализацию стандартов печати материалов высокотемпературных сплавов.
Шесть,3DОбратите внимание на печать по сравнению с традиционным производством
Nanjing Jianchuan Stone Industry Co., Ltd. является профессиональным поставщиком инструментов и приспособлений, занимающимся механической обработкой, обладающим отличной командой технического обслуживания и мощной системой поставок; в отношении3Dпоследующей обработки печатной продукции и традиционной точной обработки имеет богатый опыт, в области обработки на уровне μm имеет отличную репутацию и完善的技术服务方案。3DНедостатки печати по сравнению с традиционным производством и замечания по последующей обработке можно резюмировать следующим образом:
1) Сравнение проектов
2) Замечания по 3D печати
1. Рекомендуется использовать нарезку резьбы, не рекомендуется печатать напрямую (включая внутреннюю и внешнюю резьбу);
2. Толщина стенки, ширина канавки, размер шрифта менее 0,5 мм не гарантирует, что они будут напечатаны;
3. Для сборных деталей необходимо предоставить чертежи сборки, они будут собраны перед отправкой, если не напомнить, ответственность за сборку не несется;
4. Для сборных продуктов необходимо оставить зазор в 0,15 мм с одной стороны;
5. Для деталей с высокими требованиями к сборке (например, отверстия под подшипники/диаметр/плоские места для сборки) необходимо заранее оставить запас для обработки, а затем провести вторичную точную обработку.
6. После высокотемпературного спекания металлической 3D-печати некоторые тонкие и длинные детали, такие как оболочки, могут деформироваться. Преимущества металлической 3D-печати заключаются в сложных структурах, но точность и качество поверхности уступают механической обработке.
7. Поверхностные дефекты (Ra около 7);
8. Обработка материалов после 3D-печати: как и традиционные материалы, могут быть подвергнуты дополнительной обработке.
9. Допуск печати для продуктов в пределах 50 мм составляет ±0,1 мм, допуск для более крупных изделий обсуждается в зависимости от чертежа.
10. Для крупных изделий, которые необходимо печатать по частям, следует учитывать места разъема, избегать отверстий, учитывать возможные деформации и оставлять места для стыковки при сварке.
南京箭穿石技工贸有限公司2023/05/10
Связанные Новости
Новый Даан

Нанкинская стрелка, каменная промышленность и торговля Лтд
Телефон:+ 86 025 84958290
Адрес: № 105, корпус 8, район 8, рынок Лингсин, район Цзяннин, Нанкин
Дружеские ссылки:Стрелка через камень Али магазин Механическая обработка Доктор